

Termoplastik enjeksiyon qəlibləri
Termoplastik injection qəlibləmə bir çox sənaye üçün müxtəlif plastik hissələri yaratmaq üçün istifadə edilən məşhur istehsal prosesidir. Bu proses plastik qranulların əridilməsini və üçölçülü forma yaratmaq üçün qəlibə vurulmasını nəzərdə tutur. Termoplastik enjeksiyon qəlibləri sıx dözümlülüklərə malik yüksək keyfiyyətli plastik hissələrin böyük həcmdə istehsalı üçün yüksək səmərəli və sərfəli qiymətə malikdir. Bu hərtərəfli bələdçi termoplastik inyeksiya qəliblərinin müxtəlif aspektlərini, o cümlədən onun üstünlükləri və mənfi cəhətlərini, istifadə olunan termoplastiklərin növlərini, enjeksiyonla qəlibləmə prosesini, dizayn mülahizələrini və s. öyrənəcək.
Termoplastik enjeksiyon qəlibinin tarixi
Termoplastik enjeksiyon qəliblərinin tarixi bir əsrdən çox texnoloji tərəqqi, material inkişafı və sənaye tətbiqlərini əhatə edir. Selüloid qəlibləmə prosesi kimi təvazökar başlanğıcından bugünkü mürəkkəb texnologiyaya qədər, injection qəlibləmə innovasiyalara təkan verən və müxtəlif sənayeləri formalaşdıran həyati bir istehsal texnikası olmaqda davam edir.
- Erkən inkişaflar:John Wesley Hyatt və onun qardaşı Isaiah 19-cu əsrin sonlarına qədər termoplastik inyeksiya qəliblərinin mənşəyini izləyən ilk praktiki inyeksiya qəlibləmə maşınını inkişaf etdirdilər. 1872-ci ildə onlar bərk cisimlər yaradaraq kif boşluğuna sellüloid yeritmək üçün bir pistondan istifadə edən cihazı patentləşdirdilər. Bu sıçrayış müasir injection qəlibləmə prosesinin əsasını qoydu.
- Materiallarda irəliləyişlər:20-ci əsrin əvvəllərində yeni sintetik polimerlərin tətbiqi injection qəlibləmə üçün yeni imkanlar açdı. Fenolik qatran olan bakelit, əla elektrik izolyasiya xüsusiyyətlərinə görə qəlibləmə üçün məşhur bir material oldu. 1930-1940-cı illərdə polimer kimyasındakı irəliləyişlər polistirol və polietilen kimi digər termoplastiklərin inkişafına gətirib çıxardı ki, bu da enjeksiyon qəlibi üçün uyğun materialların çeşidini daha da genişləndirdi.
- Sənaye qəbulu: Termoplastik inyeksiya qəliblərinin geniş şəkildə tətbiqi 1950-ci illərdə istehsalçıların onun qənaətcilliyini və çox yönlülüyünü tanıması ilə başladı. Yüksək təzyiqli maşınların tətbiqi daha sürətli dövriyyə müddətinə və istehsal həcminin artmasına imkan verdi. Nəticədə həm şəxsi, həm də sənaye istifadəsi üçün müxtəlif məhsul seçimi yarandı. Bunlara avtomobil komponentləri, məişət texnikası və oyuncaqlar daxildir.
- Texnoloji yeniliklər:Onilliklər ərzində injection qəlibləmə texnologiyası inkişaf etməyə davam etdi. 1960-cı illərdə qəlibləmə prosesi üzərində dəqiq nəzarəti təmin edən kompüterlə idarə olunan maşınlar meydana çıxdı. 1980-ci illərdə isti qaçış sistemlərinin tətbiqi qaçışçı və çubuqlara ehtiyacı aradan qaldıraraq tullantıları azaltdı və səmərəliliyi artırdı. Son illərdə avtomatlaşdırma, robototexnika və 3D çap sahəsində irəliləyişlər injection qəlib sənayesində daha da inqilab edərək, mürəkkəb dizaynlara imkan yaradıb və istehsal vaxtını azaldıb.
- Davamlılıq və təkrar emal:Artan ekoloji narahatlıqlarla inyeksiya sənayesi davamlılıq tədbirlərini qəbul etdi. İstehsalçılar bioloji əsaslı və təkrar emal edilmiş termoplastiklər inkişaf etdirərək, qalıq yanacaq əsaslı materiallardan asılılığı azaldıblar. Bundan əlavə, təkmilləşdirilmiş təkrar emal texnologiyaları, termoplastik inyeksiyanın ətraf mühitə təsirini minimuma endirərək, istehlakdan sonrakı və sənayedən sonrakı tullantıların təkrar emalını təmin etmişdir.
- Gələcək Perspektivlər:Termoplastik enjeksiyon qəliblərinin gələcəyi ümidverici görünür. Sənaye miniatür komponentlər üçün mikro injection qəlibləmə, mürəkkəb hissələr üçün çox materiallı və həddindən artıq qəlibləmə üsulları və prosesin monitorinqi və optimallaşdırılması üçün intellektual texnologiyaların inteqrasiyası kimi yenilikləri araşdırır. Bundan əlavə, tədqiqatçılar bioloji parçalana bilən materiallar və aşqarların istehsalında irəliləyişlərin bu sahədə inqilab edəcəyini və inyeksiya qəliblərinin daha davamlı və çox yönlü olmasını gözləyirlər.
Termoplastik enjeksiyon qəlibinin üstünlükləri
Termoplastik enjeksiyon qəlibləri istehsalçılar üçün çoxlu üstünlüklər təqdim edir. O, müxtəlif xüsusiyyətlərə malik mürəkkəb və mürəkkəb dizaynlara imkan verən dizayn çevikliyini təmin edir. Proses qənaətcildir, material tullantılarını azaldır və vahid xərclərini azaldır. Termoplastik enjeksiyon qəlibləri müxtəlif tətbiqlər üçün çox yönlülük təmin edən bir çox materialı dəstəkləyir.
- Dizayn Çevikliyi:Termoplastik injection qəlibləmə, alt kəsiklər, nazik divarlar və müxtəlif qalınlıqlar kimi xüsusiyyətlərə malik mürəkkəb və mürəkkəb dizaynlara imkan verir və dizaynerlərə böyük sərbəstlik verir.
- Xərc səmərəliliyi: Proses yüksək səmərəlidir, material tullantılarını azaldır və vahid xərclərini azaldır. Çoxsaylı hissələrin eyni vaxtda qəliblənməsi və sürətli istehsal dövrləri xərclərə qənaət etməyə kömək edir.
- Materialın çox yönlülüyü: Termoplastik injection qəlibləmə geniş çeşidli materialları dəstəkləyir və istehsalçılara sərt və ya çevik, şəffaf və ya qeyri-şəffaf və kimyəvi cəhətdən davamlı materiallar da daxil olmaqla hər bir tətbiq üçün ən uyğun variantı seçməyə imkan verir.
- Güc və davamlılıq:Enjeksiyonla qəliblənmiş termoplastiklər yüksək möhkəmlik, möhkəmlik və təsir müqaviməti kimi əla mexaniki xüsusiyyətlər nümayiş etdirə bilər. Şüşə və ya karbon lifləri kimi möhkəmləndirmə variantları bu xüsusiyyətləri daha da artırır.
- Ardıcıllıq və Keyfiyyət:Enjeksiyon qəlibləmə, sıx dözümlülük və etibarlı məhsullar təqdim edərək, ardıcıl hissə-hissə keyfiyyətini və ölçü dəqiqliyini təmin edir. Proses həm də hamar və vahid səthi bitirmə təmin edir, əlavə bitirmə əməliyyatlarına ehtiyacı aradan qaldırır.
- Ölçeklenebilirlik və Kütləvi İstehsal:Enjeksiyon qəlibləmə aşağıdan yüksək həcmə qədər genişlənə bilər, bu da onu kütləvi istehsal üçün əlverişli edir. İstehsalçılar kalıbı yaratdıqdan sonra, minimal dəyişikliklərlə çox miqdarda eyni hissələri istehsal edə bilərlər.
- İnteqrasiya və montaj:Püskürtmə ilə qəliblənmiş hissələr birdən çox komponenti bir hissəyə birləşdirə bilər, bu da əlavə montaj proseslərinə ehtiyacı azaldır. Bu inteqrasiya məhsulun performansını artırır, montaj vaxtını azaldır və xərcləri azaldır.
- Davamlılıq:Enjeksiyon tökmə sənayesi davamlılığa artan diqqət göstərir. Bio-əsaslı və təkrar emal edilmiş materialların mövcudluğu ekoloji cəhətdən təmiz məhsullar istehsal etməyə imkan verir. Termoplastiklərin səmərəli material istifadəsi və təkrar emal qabiliyyəti daha yaşıl istehsal prosesinə kömək edir.
Bu üstünlüklər onu müxtəlif sənaye sahələrində geniş şəkildə qəbul edilmiş istehsal üsuluna çevirərək, mürəkkəb məhsul tələbləri üçün yüksək keyfiyyətli, qənaətcil və ekoloji cəhətdən təmiz həllər təqdim edir.
Termoplastik enjeksiyon qəlibinin çatışmazlıqları
Termoplastik enjeksiyon qəlibləri çoxsaylı üstünlüklərə malik olsa da, bir sıra çatışmazlıqlar da var. İstehsalçılar bu amilləri diqqətlə qiymətləndirməli və onların xüsusi tətbiqləri üçün termoplastik inyeksiya qəliblərinin uyğunluğunu müəyyən etmək üçün onları üstünlükləri ilə müqayisə etməlidirlər.
- Yüksək İlkin İnvestisiya: Termoplastik enjeksiyon qəlibləmə əməliyyatının qurulması qəlib dizaynına və istehsalına və xüsusi maşınların alınmasına əhəmiyyətli ilkin investisiya tələb edir. Kalıpların və alətlərin yaradılması ilə bağlı xərclər xüsusilə mürəkkəb və mürəkkəb dizaynlar üçün əhəmiyyətli ola bilər.
- Dizayn Məhdudiyyətləri: Termoplastik injection qəlibləmə dizayn çevikliyi təklif etsə də, müəyyən məhdudiyyətlər mövcuddur. Məsələn, bütün hissə boyunca vahid divar qalınlığına nail olmaq çətin ola bilər ki, bu da materialın paylanmasında dəyişikliklərə və potensial struktur zəifliklərinə səbəb ola bilər. Bundan əlavə, alt kəsiklərin və ya mürəkkəb həndəsələrin olması əlavə qəlib xüsusiyyətlərinin və ya ikincil əməliyyatların istifadəsini, artan xərcləri və istehsal vaxtını tələb edə bilər.
- Uzun müddət:Enjeksiyon qəlibləri üçün qəliblərin layihələndirilməsi və hazırlanması prosesi çox vaxt apara bilər ki, bu da məhsulun hazırlanması üçün daha uzun müddətə gətirib çıxarır. Dizayn təkrarlama prosesi, qəlib istehsalı və sınaq ümumi istehsal qrafikinə əhəmiyyətli vaxt əlavə edə bilər, bu da son tarixləri olan layihələr üçün uyğun olmaya bilər.
- Material seçimi məhdudiyyətləri:Termoplastik enjeksiyon qəlibləri geniş çeşidli materialları dəstəkləsə də, müəyyən məhdudiyyətlər və məhdudiyyətlər var. Bəzi materialların xüsusi emal tələbləri və ya məhdud əlçatanlığı ola bilər ki, bu da xüsusi tətbiq üçün dizayn seçimlərinə və material seçiminə təsir göstərir.
- Hissə Ölçüsü Məhdudiyyətləri:Enjeksiyon qəlibləmə maşınları həm cihazın fiziki ölçüsü, həm də yerləşdirə biləcəyi qəliblərin ölçüsü baxımından ölçü məhdudiyyətlərinə malikdir. Böyük hissələrin istehsalı xüsusi avadanlıq və ya alternativ istehsal üsulları tələb edə bilər.
- Ətraf mühitə təsir:Sənaye davamlılığa doğru çalışsa da, termoplastik inyeksiya prosesi hələ də qırıntılar və çubuqlar da daxil olmaqla tullantı materialları yaradır. Ətraf mühitə təsiri minimuma endirmək üçün bu materialların düzgün şəkildə utilizasiyası və təkrar emalı lazımdır.
- Prosesin optimallaşdırılmasının mürəkkəbliyi:Termoplastik inyeksiya üçün optimal proses parametrlərinə nail olmaq mürəkkəb və vaxt aparan ola bilər. İstehsalçılar hissələrin ardıcıl keyfiyyətini təmin etmək və qüsurları minimuma endirmək üçün temperaturu, təzyiqi, soyutma sürətlərini və dövrə vaxtlarını diqqətlə idarə etməli və optimallaşdırmalıdırlar.
Enjeksiyon qəlibində istifadə olunan termoplastiklərin növləri
Bunlar enjeksiyon qəlibində geniş istifadə olunan termoplastiklərin yalnız bir neçə nümunəsidir. Hər bir material özünəməxsus xüsusiyyətlərə malikdir, bu da onu güc, elastiklik, kimyəvi müqavimət, şəffaflıq və qiymətə əsaslanan xüsusi tətbiqlər üçün uyğun edir. İstehsalçılar injection qəlibləmə layihələri üçün uyğun termoplastik seçərkən bu xüsusiyyətləri və tələbləri nəzərə almalıdırlar.
- Polipropilen (PP):Polipropilen, enjeksiyon qəlibində geniş istifadə olunan çox yönlü bir termoplastikdir. Mükəmməl kimyəvi müqavimət, aşağı sıxlıq və yaxşı təsir gücü təklif edir. PP (polipropilen) qablaşdırmada, avtomobil komponentlərində, məişət texnikasında və tibbi cihazlarda geniş tətbiqlərə malikdir.
- Polietilen (PE):Polietilen, enjeksiyon qəlibində geniş istifadə olunan başqa bir termoplastikdir. Yüksək sıxlıqlı polietilen (HDPE) və aşağı sıxlıqlı polietilen (LDPE) kimi müxtəlif formalarda mövcuddur. PE yaxşı kimyəvi müqavimət, möhkəmlik və elastiklik təklif edir, bu da onu şüşələr, qablar və borular üçün uyğun edir.
- Polistirol (PS):Polistirol aydınlığı, sərtliyi və əlverişliliyi ilə tanınan çox yönlü bir termoplastikdir. Qablaşdırmada, istehlak mallarında və birdəfəlik istifadə olunan məhsullarda ümumi istifadəni tapır. PS (polistirol) tez emal etməyə imkan verir və yaxşı ölçülü sabitlik təmin edir, lakin o, kövrək ola bilər və ətraf mühitin krekinqinə həssas ola bilər.
- Akrilonitril Butadien Stirol (ABS): ABS əla zərbə müqaviməti və davamlılığı ilə tanınan məşhur termoplastikdir. O, akrilonitril, butadien və stirolun xüsusiyyətlərini birləşdirərək avtomobil hissələri, elektron korpuslar və oyuncaqlar üçün uyğun universal material yaradır.
- Polivinilxlorid (PVC): PVC əla kimyəvi müqaviməti, davamlılığı və aşağı qiyməti ilə tanınan geniş yayılmış termoplastikdir. Tərkibindən və istifadə olunan əlavələrdən asılı olaraq sərt və ya çevik ola bilər. PVC (polivinilxlorid) tikinti, elektrik izolyasiyası, səhiyyə məhsulları və qablaşdırmada geniş istifadə olunur.
- Polikarbonat (PC): Polikarbonat qeyri-adi təsirə və yüksək istilik müqavimətinə malik şəffaf termoplastikdir. O, avtomobil komponentləri, təhlükəsizlik dəbilqələri və elektron displeylər kimi optik aydınlıq tələb edən tətbiqlərdə ümumi istifadəni tapır.
- Neylon (poliamid):Neylon əla mexaniki xüsusiyyətləri və kimyəvi müqaviməti ilə tanınan güclü və davamlı termoplastikdir. O, avtomobil hissələri, sənaye komponentləri və istehlak malları kimi yüksək güc tələb edən tətbiqlərdə ümumi istifadəni tapır.
- Polietilen tereftalat (PET):PET butulkalar, qablar və qablaşdırma materialları istehsalı üçün məşhur termoplastikdir. Yaxşı aydınlıq, kimyəvi müqavimət və maneə xassələri təklif edir, bu da onu qida və içki tətbiqləri üçün uyğun edir.

Enjeksiyon kalıplamada istifadə olunan termoplastiklərin xüsusiyyətləri
Termoplastiklərin bu xüsusiyyətləri onların spesifik injection qəlibləmə tətbiqləri üçün uyğunluğunun müəyyən edilməsində mühüm rol oynayır. İstehsalçılar bu xüsusiyyətləri diqqətlə nəzərdən keçirməli və istənilən performans, ətraf mühit şəraiti və xərc tələblərinə əsaslanaraq müvafiq termoplastik seçməlidirlər.
- Mexaniki xüsusiyyətləri:Enjeksiyon qəlibində istifadə olunan termoplastiklər müxtəlif mexaniki xüsusiyyətlər, o cümlədən dartılma, zərbə müqaviməti və əyilmə gücü nümayiş etdirə bilər. Bu xüsusiyyətlər materialın tətbiq olunan qüvvələrə tab gətirmək qabiliyyətini və müxtəlif tətbiqlərdə ümumi dayanıqlığını müəyyən edir.
- Kimyəvi müqavimət:Enjeksiyon qəlibində istifadə olunan bir çox termoplastik kimyəvi maddələrə, həlledicilərə və yağlara qarşı əla müqavimətə malikdir. Bu xüsusiyyət sərt mühitlərə və ya aşındırıcı maddələrə məruz qalan tətbiqlər üçün çox vacibdir.
- İstilik Sabitliyi:Termoplastiklərin termal dayanıqlığı onların yüksək temperaturlara əhəmiyyətli dərəcədə deqradasiyasız tab gətirmək qabiliyyətinə aiddir. Bəzi termoplastiklər yüksək temperaturda belə mexaniki xüsusiyyətlərini qoruyub saxlamağa imkan verən əla istilik müqaviməti nümayiş etdirirlər.
- Elektrik xüsusiyyətləri:Enjeksiyon qəlibində istifadə olunan termoplastiklər elektrik izolyasiyası, keçiricilik və ya dielektrik gücü də daxil olmaqla xüsusi elektrik xüsusiyyətlərinə malik ola bilər. Bu xüsusiyyətlər materialların etibarlı elektrik performansını təmin etməli olduğu elektrik və elektron sənayelərdə tətbiqlər üçün vacibdir.
- Şəffaflıq və Aydınlıq:Polikarbonat və PET kimi müəyyən termoplastiklər əla şəffaflıq və aydınlıq təklif edərək, onları optik xüsusiyyətlər tələb edən tətbiqlər üçün uyğun edir. İstehsalçılar adətən bu materiallardan şəffaf pəncərələr, linzalar və displeylər kimi məhsullarda istifadə edirlər.
- Çeviklik və Sərtlik: Çeviklik və möhkəmlik zərbəyə davamlılıq və davamlılıq tələb edən tətbiqlərdə istifadə olunan termoplastiklərin əsas xüsusiyyətləridir. ABS və neylon kimi bəzi termoplastiklər əla möhkəmlik təklif edir ki, bu da onlara qırılmadan təkrarlanan təsirlərə tab gətirməyə imkan verir.
- Ölçü Sabitliyi:Ölçü sabitliyi termoplastiklərin temperatur dəyişiklikləri də daxil olmaqla müxtəlif şəraitdə öz forma və ölçüsünü saxlamaq qabiliyyətinə aiddir. Yaxşı ölçülü sabitliyə malik materiallar əyilmə və ya təhrif riskini minimuma endirərək ardıcıl hissə ölçülərini təmin edir.
- Kimyəvi Uyğunluq:Termoplastiklərin kimyəvi uyğunluğu deqradasiyaya və ya turşular, əsaslar və həlledicilər də daxil olmaqla müxtəlif kimyəvi maddələrlə qarşılıqlı təsirə müqavimət göstərmək qabiliyyətinə aiddir. Optimal performansı təmin etmək üçün nəzərdə tutulan tətbiqdə qarşılaşacağı xüsusi kimyəvi mühitə tab gətirə bilən termoplastik seçmək vacibdir.
- Sıxlıq: Termoplastiklər müxtəlif qalınlığa malikdir, bu da onların çəkisinə və ümumi hissələrin xüsusiyyətlərinə təsir göstərə bilər. Polietilen kimi aşağı sıxlıqlı materiallar yüngül həllər təklif edir, polipropilen kimi yüksək sıxlıqlı materiallar isə əlavə güc və sərtlik təmin edir.
Enjeksiyon qəlibləmə prosesi: Addım-addım
Enjeksiyon qəlibləmə prosesi bu addımları izləyir və yüksək keyfiyyətli termoplastik hissələrin səmərəli və dəqiq istehsalına imkan verir. Hər bir addım ardıcıl hissə ölçülərini, material xüsusiyyətlərini və ümumi keyfiyyəti təmin etmək üçün diqqətli nəzarət və monitorinq tələb edir.
- Kalıp dizaynı və istehsalı: Enjeksiyon qəlibləmə prosesində ilk addım qəlibin dizaynı və istehsalıdır. İstehsalçılar istənilən hissə spesifikasiyasına nail olmaq üçün dəqiq və ətraflı qəlib dizaynı yaratmalıdırlar. İstehsalçılar daha sonra CNC və ya elektrik boşalma emal (EDM) kimi müxtəlif üsullardan istifadə edərək kalıbı hazırlayırlar.
- Materialın hazırlanması: Növbəti addım qəlib hazır olduqdan sonra hazırlıqdır. Termoplastik qranullar və ya qranullar istənilən material xüsusiyyətlərinə əsasən seçilir və bunkerdə əridilir. Operatorlar daha sonra materialı enjeksiyon qəlibləmə maşınının lüləsinə qidalandırır, burada ərimə və homogenləşdirmə aparılır.
- Enjeksiyon:Enjeksiyon mərhələsində operatorlar ərimiş termoplastikləri yüksək təzyiq altında qəlib boşluğuna vururlar. Maşının enjeksiyon bölməsi ərinmiş materialı bir burun vasitəsilə və qəlibə itələyir. Material istənilən hissənin formasını alaraq qəlib boşluğunu doldurur.
- Soyutma və bərkimə:Kalıbı doldurduqdan sonra operatorlar ərimiş plastikin soyumasına və bərkiməsinə icazə verirlər. Soyutma ölçü sabitliyinə və düzgün hissələrin formalaşmasına nail olmaq üçün çox vacibdir. Operatorlar soyuducu suyun qəlib daxilindəki kanallar vasitəsilə dövriyyəsi və ya soyuducu plitələrdən istifadə etməklə soyutma prosesini idarə edə bilərlər.
- Kalıbın açılması və çıxarılması:Operatorlar qəlibi açır və plastik bərkidikdən sonra hissəni qəlib boşluğundan çıxarırlar. Maşın daxilindəki ejeksiyon sistemi bölgəni qəlibdən çıxarmaq üçün sancaqlar, ejektor lövhələri və ya hava partlayışlarından istifadə edir. Bundan sonra qəlib növbəti enjeksiyon dövrü üçün hazırdır.
- Post-Emal: Çıxarıldıqdan sonra hissə kəsmə, qapaqların təmizlənməsi və ya səthin təmizlənməsi kimi sonrakı emal əməliyyatlarına məruz qala bilər. Bu addımlar artıq materialı çıxarmağa, kobud kənarları hamarlaşdırmağa və hissənin son görünüşünü yaxşılaşdırmağa kömək edir.
- Keyfiyyətin yoxlanması: Son addım vurulan hissələrin keyfiyyətə görə yoxlanılmasını və onların müəyyən edilmiş tələblərə cavab verməsini təmin edir. Parçanın keyfiyyətini və bütövlüyünü yoxlamaq üçün ölçülü ölçü, vizual yoxlama və funksional sınaq daxil olmaqla müxtəlif keyfiyyətə nəzarət üsullarından istifadə edilə bilər.
- Təkrar emal və materialın təkrar istifadəsi:Enjeksiyon qəlibi zamanı yaranan hər hansı artıq və ya qırıntı material təkrar emala və təkrar istifadə edilə bilər. Yeni termoplastik materialdan istifadənin azaldılması tullantıları minimuma endirməyə və davamlılığı yaxşılaşdırmağa kömək edir.
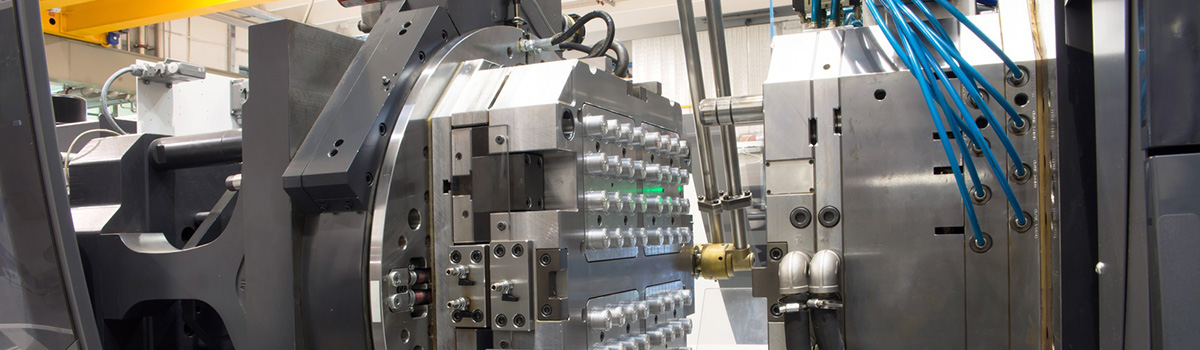
Enjeksiyon qəlibində istifadə olunan avadanlıq
Bu avadanlıq komponentləri termoplastik materialın əridilməsi və vurulmasından tutmuş son hissənin formalaşdırılmasına, soyudulmasına və atılmasına qədər enjeksiyon qəlibləmə prosesini asanlaşdırır. Bu avadanlıq komponentlərinin düzgün istismarı və saxlanması səmərəli, yüksək keyfiyyətli enjeksiyon qəlib istehsalına nail olmaq üçün çox vacibdir.
- Enjeksiyon qəlibləmə maşını:Enjeksiyon qəlibində əsas avadanlıq termoplastik materialın əridilməsi, onun qəlibə vurulması və prosesə nəzarət edilməsinə cavabdehdir.
- Kif: Plastik hissənin istənilən formasını və xüsusiyyətlərini yaratmaq üçün xüsusi hazırlanmış qəlib, iki yarıdan, boşluqdan və nüvədən ibarətdir. Operatorlar onu enjeksiyon qəlibləmə maşınının sıxma qurğusuna quraşdırırlar.
- Tullanan:Termoplastik materialı qranul və ya dənəvər formada saxlayan və onu əritmə və inyeksiya üçün enjeksiyon qəlibləmə maşınının lüləsinə daxil edən konteyner.
- Barel və Vida: Silindrik kamera olan barel, materialı əritmək, qarışdırmaq və standartlaşdırmaq üçün vida içərisində fırlandığı üçün termoplastik materialı əridir və homojenləşdirir.
- İstilik və Soyutma Sistemləri:Enjeksiyon qəlibləmə maşınlarında lülənin temperaturunu yüksəltmək üçün elektrik qızdırıcıları və ya isti yağdan istifadə edən qızdırıcılar kimi qızdırıcı elementlər və qəlibi soyutmaq və plastik hissəni bərkitmək üçün su və ya yağ sirkulyasiyası kimi soyutma sistemləri var.
- Ejektor sistemi:Qəlibin açılması zamanı adətən ejektor sancaqlarından, lövhələrdən və ya hava partlamalarından istifadə edərək bərkidikdən sonra qəliblənmiş hissəni qəlib boşluğundan çıxarır.
- Nəzarət Sistemi:Enjeksiyon qəlibləmə prosesinin müxtəlif parametrlərinə nəzarət edir və nəzarət edir, operatorlara enjeksiyon sürəti, temperatur, təzyiq və soyutma vaxtı kimi parametrləri təyin etmək və tənzimləmək imkanı verir.
Enjeksiyon maşınları: növləri və xüsusiyyətləri
Hər bir injection qəlibləmə maşınının öz xüsusiyyətləri və üstünlükləri vardır ki, bu da istehsalçılara xüsusi istehsal tələbləri üçün ən uyğun cihazı seçməyə imkan verir.
- Hidravlik enjeksiyon maşınları: Bu maşınlar ərinmiş plastiği qəlibə vurmaq üçün lazımi təzyiq yaratmaq üçün hidravlik sistemlərdən istifadə edir. Onlar yüksək sıxma gücü, dəqiq nəzarət və müxtəlif termoplastiklərlə işləməkdə çox yönlü olması ilə tanınırlar. Hidravlik maşınlar geniş miqyaslı istehsal üçün uyğundur və mürəkkəb qəlibləri yerləşdirə bilər.
- Elektrik enjeksiyon maşınları:Elektrik maşınları, inyeksiya, sıxma və ejektor sistemləri də daxil olmaqla maşının işləməsi üçün elektrik servo mühərriklərindən istifadə edir. Onlar hidravlik maşınlara nisbətən dəqiq nəzarət, enerji səmərəliliyi və daha sürətli cavab müddəti təklif edirlər. Elektrik maşınları yüksək təkrarlanma və dəqiqlik tələb edən dəqiq qəlibləmə tətbiqləri üçün idealdır.
- Hibrid Enjeksiyon Maşınları:Hibrid maşınlar həm hidravlik, həm də elektrik cihazların üstünlüklərini birləşdirir. Onlar yüksək dəqiqliyə, enerji səmərəliliyinə və qənaətcilliyə nail olmaq üçün hidravlik və elektrik servo sistemlərinin birləşməsindən istifadə edirlər. Hibrid maşınlar məhsuldarlıq və əməliyyat xərcləri arasında tarazlığı təmin edən geniş tətbiq sahəsi üçün uyğundur.
- İki boşqablı enjeksiyon qəlibləmə maşınları: İki boşqablı maşınlar kalıbı sıxmaq üçün iki ayrı plitə ilə unikal dizayna malikdir. Bu dizayn gücləndirilmiş sabitliyi, təkmilləşdirilmiş qəlib sinxronizasiyasını təmin edir və daha böyük qəlib ölçülərinə və daha yüksək sıxma qüvvələrinə imkan verir. İki lövhəli maşınlar dəqiq qəlibləmə tələb edən böyük və mürəkkəb hissələr üçün uyğundur.
- Çoxkomponentli Enjeksiyon Maşınları:İstehsalçılar bu maşınları bir qəlibləmə dövründə birdən çox material və ya rənglə hissələri istehsal etmək üçün dizayn edirlər. Onlar müxtəlif materialların eyni vaxtda vurulmasına imkan verən müxtəlif inyeksiya qurğularına və qəliblərə malikdir. Çoxkomponentli maşınlar müxtəlif xüsusiyyətlərə malik mürəkkəb hissələrin istehsalında çeviklik və səmərəlilik təklif edir.
- Mikro enjeksiyon qəlibləmə maşınları:Xüsusilə kiçik və dəqiq hissələrin istehsalı üçün nəzərdə tutulmuş mikro inyeksiya qəlibləmə maşınları inanılmaz dərəcədə yüksək dəqiqlik və dəqiqlik təklif edir. Onlar sıx dözümlülük və minimal material tullantıları ilə mürəkkəb detallar istehsal edə bilərlər. Elektronikada, tibbi cihazlarda və mikro-optikada adətən mikroinjeksiyon qəlibləmə maşınlarından istifadə olunur.
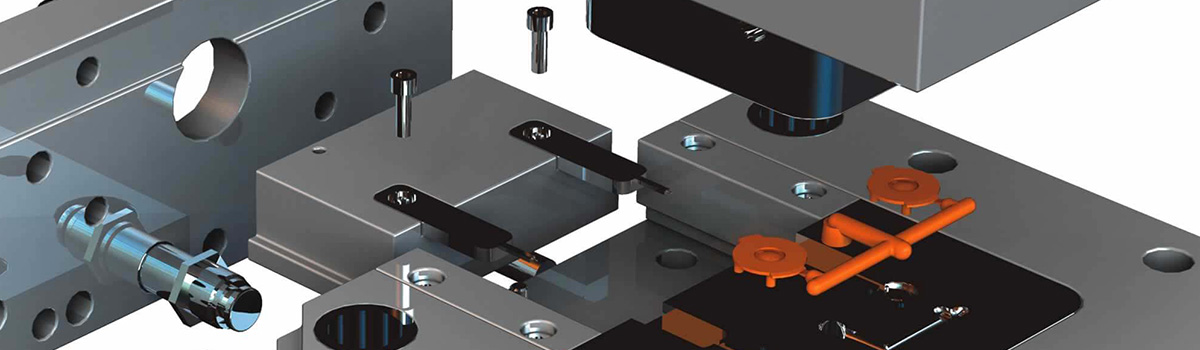
Enjeksiyon qəlibləri üçün qəlib dizaynına dair mülahizələr
Diqqətli qəlib dizayn mülahizələri uğurlu injection qəlib istehsalı üçün vacibdir.
- Parça Dizaynı:Kalıbın dizaynı onun forması, ölçüləri və funksional xüsusiyyətləri daxil olmaqla hissənin xüsusi tələblərinə cavab verməlidir. İstehsalçılar boşalmanın asanlığını və hissənin keyfiyyətini təmin etmək üçün qaralama bucaqlarını, divar qalınlığını, alt kəsikləri və hər hansı zəruri elementləri düzgün nəzərə almalıdırlar.
- Kalıp materialı: Kalıp materialının seçimi davamlılığa, ölçü sabitliyinə və istiliyə davamlılığa nail olmaq üçün çox vacibdir. Ümumi qəlib materiallarına polad ərintiləri, alüminium ərintiləri və alət çelikləri daxildir. Materialın seçimi istehsal həcmi, hissələrin mürəkkəbliyi və gözlənilən alət ömrü kimi amillərdən asılıdır.
- Soyutma sistemi:Effektiv soyutma hissələrin düzgün bərkidilməsi və dövriyyə müddətini minimuma endirmək üçün vacibdir. Kalıbın dizaynı qəlibin vahid soyudulmasını təmin etmək üçün soyutma kanallarını və ya strateji olaraq yerləşdirilmiş əlavələri özündə birləşdirməlidir. Düzgün soyutma əyilmə, büzülmə və hissələrin qüsurları riskini azaldır.
- Satış:Enjeksiyon prosesi zamanı havanın və qazların çıxmasına imkan vermək üçün lazımi havalandırma lazımdır. Yetərsiz havalandırma qaz tələlərinə, yanma izlərinə və ya hissənin natamam doldurulmasına səbəb ola bilər. İstehsalçılar ventilyasiya yivləri, sancaqlar və ya digər mexanizmləri qəlib dizaynına daxil etməklə havalandırmaya nail ola bilərlər.
- Ejeksiyon sistemi:Kalıbın dizaynına qəliblənmiş hissəni qəlib boşluğundan təhlükəsiz və səmərəli şəkildə çıxarmaq üçün effektiv ejeksiyon sistemi daxil edilməlidir. Ejeksiyon sistemi funksiyaya və ya kritik xüsusiyyətlərə müdaxilənin qarşısını almaq üçün strateji olaraq yerləşdirilən ejektor sancaqlarından, qollardan və ya digər mexanizmlərdən ibarət ola bilər.
- Qapı Dizaynı:Qapı ərimiş plastikin qəlib boşluğuna daxil olduğu yerdir. Darvazanın dizaynı hissələrin düzgün doldurulmasını təmin etməli, axın xətlərini minimuma endirməli və materialın vaxtından əvvəl donmasının qarşısını almalıdır. Standart qapı dizaynlarına hissə tələblərindən və material xüsusiyyətlərindən asılı olaraq kənar qapılar, tunel qapıları və isti qaçış sistemləri daxildir.
- Ayrılıq xətti:Kalıbın dizaynı uyğun bir ayırma xəttini təyin etməlidir, bu, kalıbın iki yarısının birləşdiyi xəttdir. Ayırma xəttinin düzgün yerləşdirilməsi minimal flaş və ayırma xəttinin uyğunsuzluğunu təmin edir və kalıbın səmərəli yığılmasını asanlaşdırır.
- Kalıba qulluq və xidmət qabiliyyəti: İstehsalçılar texniki qulluq, təmir və qəliblərə qulluq asanlığını nəzərə almalıdırlar. Kalıp komponentləri təmizləmək, yoxlamaq və dəyişdirmək üçün asanlıqla əlçatan olmalıdır. Tez dəyişdirilən əlavələr və ya modul qəlib dizaynları kimi xüsusiyyətlərin birləşdirilməsi qəlibin xidmət qabiliyyətini yaxşılaşdıra bilər.
Enjeksiyon qəlibində istifadə olunan qəlib materialları
Kalıp materialı mütəxəssisləri ilə əməkdaşlıq etmək və qəlibləmə tətbiqinin xüsusi ehtiyaclarını nəzərə almaq optimal qəlib performansına və hissələrin keyfiyyətinə nail olmaq üçün ən uyğun materialı müəyyən etməyə kömək edə bilər.
- Polad ərintiləri: Alət poladları (məsələn, P20, H13) və paslanmayan poladlar kimi polad ərintiləri, əla davamlılığı, istiliyə davamlılığı və aşınma müqavimətinə görə inyeksiya qəlibləri üçün adətən istifadə olunur. Bu materiallar enjeksiyon qəlibləmə prosesində yüksək temperatur və təzyiqlərə tab gətirə bilir və yüksək keyfiyyətli hissələrin istehsalı üçün yaxşı ölçülü sabitlik təklif edir.
- Alüminium ərintiləri:7075 və 6061 kimi alüminium ərintiləri yüngüldür və yaxşı istilik keçiriciliyi təklif edir, bu da onları səmərəli soyutma tələb edən qəliblər üçün uyğun edir. İstehsalçılar tez-tez alüminium qəliblərdən prototipləşdirmə, aşağı həcmli istehsal və ya çəki azaldılmasının vacib olduğu tətbiqlər üçün istifadə edirlər. Bununla belə, alüminium qəliblər polad ərintiləri ilə müqayisədə daha az davamlılığa malik ola bilər.
- Mis ərintiləri:Berilyum mis kimi mis ərintiləri yüksək istilik keçiriciliyi və yaxşı emal qabiliyyəti nümayiş etdirir. Effektiv soyutma üçün əla istilik ötürülməsi tələb edən qəliblərdə istifadə edirlər. Mis ərintiləri qəliblənmiş hissədən istiliyi tez bir zamanda yayaraq dövriyyə müddətlərini azaltmağa kömək edə bilər ki, bu da daha sürətli bərkimə ilə nəticələnir.
- Alət Çelikləri:H13, S7 və D2 daxil olmaqla alət poladları yüksək performanslı alətlər üçün nəzərdə tutulmuşdur. Bu çeliklər yüksək möhkəmlik, sərtlik və aşınma müqavimətinin birləşməsini təklif edir. Alət poladları yüksək istehsal həcmi, aşındırıcı materiallar və ya tələb olunan qəlibləmə şərtləri olan qəliblərə uyğun gəlir.
- Nikel ərintiləri:Inconel və Hastelloy kimi nikel ərintiləri müstəsna korroziyaya davamlılığı, yüksək temperatur gücü və istilik sabitliyi ilə tanınır. İstehsalçılar bu ərintiləri aşındırıcı materiallarla işləyən və ya həddindən artıq temperaturlara və aqressiv qəlibləmə mühitlərinə müqavimət tələb edən qəliblərdə istifadə edirlər.
- Kompozit materiallar:Gücləndirilmiş plastiklər və ya metal əlavələri olan kompozitlər kimi kompozit materiallar bəzən xüsusi qəlibləmə tətbiqləri üçün istifadə olunur. Bu materiallar yüksək güc, termal sabitlik və azaldılmış çəki kimi xüsusiyyətlər balansını təklif edir. Kompozit qəliblər xüsusi istehsal tələbləri üçün sərfəli alternativlər ola bilər.
Enjeksiyon qəliblərinin növləri
Enjeksiyon qəlibləmə plastik hissələrin istehsalı üçün çox yönlü və geniş istifadə olunan bir prosesdir.
- İki boşqablı qəlib:İki boşqablı qəlib, enjeksiyon qəlibinin ən çox yayılmış növüdür. O, qəliblənmiş hissənin boşaldılmasını təmin etmək üçün ayrılan iki boşqabdan, boşluq boşqabından və əsas lövhədən ibarətdir. Boşluq boşqabında kalıbın boşluq tərəfi, əsas boşqabda isə öz tərəfi yerləşir. İstehsalçılar nisbətən sadə dizaynı sayəsində geniş çeşiddə hissələrin istehsalı üçün iki lövhəli qəliblərdən istifadə edirlər.
- Üç boşqablı qəlib:Üç boşqablı qəlib iki boşqablı qəlibin təkmil versiyasıdır. Buraya əlavə boşqab, qaçışçı və ya çubuq lövhəsi daxildir. Qaçış plitəsi qəliblənmiş hissənin daha asan çıxarılmasına imkan verən yol, qaçışlar və qapılar üçün ayrıca kanal yaradır. İstehsalçılar mürəkkəb qapı sistemləri ilə təfərrüatlar üçün üç boşqablı qəliblərdən istifadə edirlər və ya parça üzərində qapı izi qalmaması arzu edilir.
- İsti qaçış qəlibi:Qaçış və qapı sistemi hər dövrədə materialın bərkiməsi və yenidən əriməsi ehtiyacını aradan qaldıraraq, isti qaçış qəliblərində qızdırılır. İsti qaçış sistemi plastikin ərimiş vəziyyətini saxlayan qızdırılan manifoldlardan və nozzlərdən ibarətdir. İsti qaçış qəlibləri qısaldılmış dövriyyə müddəti, daha az material tullantıları və qapı qalıqlarını minimuma endirməklə təkmilləşdirilmiş hissə keyfiyyəti kimi üstünlüklər təklif edir.
- Soyuq Qaçış Kalıbı: Soyuq qaçış qəlibləri ənənəvi qaçış və qapı sisteminə malikdir, burada ərimiş plastik hər dövrə ilə bərkiyən soyuq qaçışçılar vasitəsilə axır. Operatorlar daha sonra bərkimiş qaçışları çıxarır, nəticədə material tullantıları baş verir. İstehsalçılar adətən daha az həcmli istehsal üçün və ya daha sadə dizaynı sayəsində material xərcləri daha az kritik olduqda mürəkkəb qaçış qəliblərindən istifadə edirlər.
- Kalıbı daxil edin:Enjeksiyon qəlibləri qəlibləmə zamanı qəlib boşluğuna metal və ya plastik əlavələr daxil edir. Əlavələr qəlibə əvvəlcədən yerləşdirilə və ya avtomatlaşdırılmış proseslərlə daxil edilə bilər. Bu qəlib əlavə komponentləri və ya möhkəmləndirici elementləri qəliblənmiş hissəyə inteqrasiya etməyə imkan verir, onun funksionallığını və ya gücünü artırır.
- Aşırı qəlib: Aşırı qəlibləmə bir materialın digərinin üzərində qəliblənməsini, adətən sərt plastik substratın daha yumşaq elastomer və ya termoplastik ilə bağlanmasını əhatə edir. Bu proses təkmilləşdirilmiş tutuş, yastıqlama və ya estetik xüsusiyyətləri təmin edən bir qəlibdə çoxlu material və ya teksturalı hissələrin yaradılmasına imkan verir.
Enjeksiyon qəliblərinin qiymətinə təsir edən amillər
Bu amillərin nəzərə alınması istehsalçılara xüsusi istehsal tələbləri üçün keyfiyyət, səmərəlilik və iqtisadi səmərəlilik arasında tarazlığı təmin edərək, injection qəlibləmə xərclərini qiymətləndirməyə və optimallaşdırmağa kömək edə bilər.
- Hissə mürəkkəbliyi:Hissə dizaynının mürəkkəbliyi enjeksiyon qəlibinin qiymətinin müəyyən edilməsində mühüm rol oynayır. Mürəkkəb həndəsələr, alt kəsiklər, nazik divarlar və ya mürəkkəb xüsusiyyətlər əlavə alətlər, xüsusi qəliblər və ya daha uzun dövrə tələb edə bilər, bu da ümumi istehsal xərclərini artırır.
- Material seçimi:Termoplastik materialın seçimi enjeksiyon qəlibinin qiymətinə təsir göstərir. Fərqli materialların hər kiloqrama görə fərqli qiymətləri var və materialın mövcudluğu, xassələri və emal tələbləri kimi amillər ümumi material dəyərinə təsir göstərə bilər.
- Alət və Kalıp Dizaynı: İlkin alətlər və qəliblərin dizaynı məsrəfləri injection qəlibləmə xərclərində əhəmiyyətlidir. Kalıbın mürəkkəbliyi, boşluqların sayı, qəlib ölçüsü və qəlib materialı kimi amillər alət və qəlib istehsalı xərclərinə kömək edir. Qabaqcıl xüsusiyyətlər tələb edən daha mürəkkəb qəliblər və ya qəliblər ilkin investisiyanı artıra bilər.
- İstehsal həcmi: İstehsal həcmi injection qəlibləmədə bir hissənin dəyərinə birbaşa təsir göstərir. Daha yüksək kitablar tez-tez miqyasda qənaətlə nəticələnir, hissəyə düşən xərcləri azaldır. Əksinə, aşağı həcmli istehsal işləri quraşdırma, alətlər və material tullantıları səbəbindən daha yüksək xərclərə səbəb ola bilər.
- Dövr vaxtı: Soyutma və atma mərhələlərini əhatə edən dövr müddəti istehsal gücünə və ümumi maya dəyərinə təsir göstərir. Daha uzun dövrə vaxtları istehsalın azalmasına və potensial olaraq daha yüksək qiymətlərə səbəb olur. Kalıbın dizaynını, soyutma sistemini və proses parametrlərini optimallaşdırmaq dövrə vaxtlarını minimuma endirə və səmərəliliyi artıra bilər.
- Keyfiyyət Tələbləri:Ciddi keyfiyyət tələbləri və ya xüsusi sertifikatlar enjeksiyon qəliblərinin qiymətinə təsir göstərə bilər. Dəqiq dözümlülüklərə, səthi bitirmə tələblərinə və ya əlavə sınaqlara cavab vermək ümumi xərcə əlavə olaraq digər resurslar, proseslər və ya yoxlamalar tələb edə bilər.
- İkinci dərəcəli əməliyyatlar:Əgər qəliblənmiş hissələr montaj, rəngləmə və ya əlavə bitirmə mərhələləri kimi emaldan sonrakı əməliyyatları tələb edirsə, bu əməliyyatlar ümumi enjeksiyon qəlibinin qiymətini artıra bilər.
- Təchizatçı və Yer:Enjeksiyon tökmə təchizatçısının seçimi və onların yeri xərclərə təsir edə bilər. Əmək məsrəfləri, əlavə məsrəflər, logistika və nəqliyyat xərcləri tədarükçünün yerləşdiyi yerə görə dəyişir və ümumi istehsal xərclərinə təsir göstərir.

Enjeksiyon qəliblərində keyfiyyətə nəzarət
Püskürtmə qəlibləmə prosesi boyunca güclü keyfiyyətə nəzarət tədbirlərinin həyata keçirilməsi potensial qüsurları, kənarlaşmaları və ya uyğunsuzluqları müəyyən etməyə və aradan qaldırmağa kömək edir, müştərinin spesifikasiyası və tələblərinə cavab verən yüksək keyfiyyətli hissələrin istehsalını təmin edir.
- Prosesin monitorinqi: Ərinmə temperaturu, enjeksiyon təzyiqi, soyutma vaxtı və dövriyyə müddəti kimi əsas proses parametrlərinin davamlı monitorinqi hissə istehsalında ardıcıllıq və təkrarlanmanı təmin edir. Real vaxt rejimində monitorinq və avtomatlaşdırılmış sistemlər müəyyən edilmiş parametrlərdən variasiyaları və ya sapmaları aşkar edə, vaxtında tənzimləmələrə və prosesin sabitliyini qorumağa imkan verir.
- Yoxlama və Ölçmə:Ölçülərin dəqiqliyini, hissələrin keyfiyyətini və spesifikasiyalara uyğunluğunu yoxlamaq üçün qəliblənmiş hissələrin müntəzəm nəzərdən keçirilməsi və ölçülməsi vacibdir. Xidmətlərimiz ölçülərin ölçülməsi, səthin keyfiyyətinin təhlili, vizual yoxlamaların aparılması və funksional testlərin yerinə yetirilməsi kimi keyfiyyətə nəzarət üsullarını əhatə edir. Dəqiq qiymətləndirmə üçün koordinat ölçmə maşınları (CMM) və optik və vizual yoxlama sistemləri kimi müxtəlif yoxlama üsullarından istifadə olunur.
- Statistik Prosesə Nəzarət (SPC): SPC enjeksiyon qəlibinin keyfiyyətinə nəzarət etmək və nəzarət etmək üçün proses məlumatlarının toplanması və təhlilini əhatə edir. Nəzarət qrafikləri və proses imkanlarının təhlili kimi statistik üsullar tendensiyaları müəyyən etməyə, proses variasiyalarını aşkar etməyə və prosesin müəyyən edilmiş nəzarət limitləri daxilində qalmasını təmin etməyə kömək edir. SPC problemlərin proaktiv şəkildə müəyyən edilməsinə imkan verir və prosesin optimallaşdırılmasını asanlaşdırır.
- Material Testi: Termoplastiklər, əlavələr və rəngləndiricilər kimi xammalın sınaqdan keçirilməsi onların keyfiyyətini və enjeksiyon qəlibi üçün uyğunluğunu təmin edir. Material testinə ərimə axını indeksi (MFI) təhlili, mexaniki xüsusiyyətlər, istilik xüsusiyyətləri və material tərkibi daxil ola bilər. Materialın keyfiyyətinin yoxlanılması qəliblənmiş hissələrdə qüsurların və uyğunsuzluqların qarşısını almağa kömək edir.
- Alətlərə Baxım və Təftiş:Püskürtmə qəliblərinin düzgün saxlanması və müntəzəm yoxlanılması enjeksiyon qəliblərinin keyfiyyətini təmin etmək üçün çox vacibdir. Kalıp komponentlərinin müntəzəm təmizlənməsi, yağlanması və qiymətləndirilməsi hissələrin keyfiyyətinə təsir edə biləcək aşınma, zədə və ya deqradasiyanın qarşısını almağa kömək edir. Ardıcıl qəlibləmə performansını qorumaq üçün köhnəlmiş və ya zədələnmiş qəlib komponentlərinin vaxtında təmiri və ya dəyişdirilməsi vacibdir.
- Sənədləşdirmə və İzləmə:Hərtərəfli sənədlərin və izlənilmə qeydlərinin aparılması inyeksiya qəliblərində keyfiyyətə nəzarət üçün vacibdir. Proses parametrlərini, yoxlama nəticələrini, material məlumatlarını və istehsal zamanı edilən hər hansı dəyişiklikləri və ya düzəlişləri qeyd etmək çox vacibdir. Düzgün sənədləşmə hissələrin izlənilməsini təmin edir, kök səbəb təhlilini asanlaşdırır və keyfiyyətdə ardıcıllığı təmin edir.
- Təlim və Bacarıq İnkişafı: Operatorlar, texniklər və keyfiyyətə nəzarət işçiləri üçün adekvat təlim və bacarıqların inkişaf etdirilməsi proqramlarının təmin edilməsi onların injection qəlibləmə prosesləri, keyfiyyət tələbləri və yoxlama üsulları haqqında anlayışlarını artırır. Yaxşı təlim keçmiş kadrlar qüsurları aşkar edə, problemləri aradan qaldıra və yüksək keyfiyyətli istehsalın təmin edilməsi üçün effektiv tədbirlər həyata keçirə bilər.
Ümumi enjeksiyon qəlibləmə qüsurları və onlardan necə qaçınmaq olar
Püskürtmə qəlibləmə proseslərinin müntəzəm yoxlanılması, monitorinqi və təhlili, həmçinin avadanlıq və qəliblərin düzgün saxlanması və tənzimlənməsi bu ümumi qüsurları müəyyən etməyə və aradan qaldırmağa kömək edə bilər.
- Lavabo işarələri:Sink izləri qeyri-bərabər soyutma və ya büzülmə nəticəsində qəliblənmiş hissənin səthindəki çökəkliklər və ya girintilərdir. Lavabo izlərinin qarşısını almaq üçün qapının düzgün yerləşməsi və dizaynı, optimal soyutma sisteminin dizaynı və divar qalınlığının vahid paylanması nəzərə alınmalıdır. Enjeksiyon təzyiqini artırmaq və ya soyutma vaxtını tənzimləmək də lavabo izlərini minimuma endirməyə kömək edə bilər.
- Döyüş səhifəsi:Çarpma, qeyri-bərabər soyutma və ya qalıq gərginliklər səbəbindən atıldıqdan sonra qəliblənmiş hissənin deformasiyasına və ya əyilməsinə aiddir. Vahid divar qalınlığını qorumaq, düzgün soyutma kanallarından istifadə etmək və kalıbın balanslaşdırılmış doldurulması və qablaşdırılması əyilmənin qarşısını almaq üçün çox vacibdir. Kalıbın temperaturunu optimallaşdırmaq, uyğun çəkmə açılarından istifadə etmək və materialın temperaturu və enjeksiyon sürətinə nəzarət əyilmələri minimuma endirməyə kömək edə bilər.
- Flash:Flaş, artıq material qəlibin ayırma xəttinə axdıqda baş verir, nəticədə son hissədə nazik, arzuolunmaz çıxıntılar və ya əlavə material yaranır. Kiflərin düzgün dizaynını təmin etməklə, o cümlədən adekvat sıxma qüvvəsi, dəqiq hizalanma və müvafiq havalandırma üsullarından istifadə etməklə parlamanın qarşısını effektiv şəkildə almaq olar. Enjeksiyon təzyiqi, temperatur və dövriyyə müddəti kimi proses parametrlərinin optimallaşdırılması flaşı azaldır.
- Qısa kadr:Sürətli atış yeridilmiş material qəlib boşluğunu doldurmadıqda baş verir, nəticədə natamam hissə yaranır. Qısa fotoşəkillərin qarşısını almaq üçün düzgün material seçimi, adekvat ərimə temperaturu və özlülüyünü təmin etmək və müvafiq inyeksiya təzyiqini və vaxtını saxlamaq vacibdir. Bundan əlavə, qəlib dizaynının kifayət qədər qaçış və qapı ölçüsü və düzgün havalandırma üçün yoxlanılması sürətli atışların qarşısını almağa kömək edə bilər.
- Qaynaq xətləri:Qaynaq xətləri iki və ya daha çox ərimiş material axını cəbhəsi birləşdikdə və bərkidikdə baş verir, nəticədə hissənin səthində görünən xətt və ya işarə yaranır. Yaxşı qapı və qaçış dizaynı, optimal ərimə temperaturu, enjeksiyon sürəti və material axınının və hissənin həndəsəsinin tənzimlənməsi qaynaq xətlərini minimuma endirə bilər. Kalıp axınının təhlili və qapıların yerləşdirilməsinin optimallaşdırılması da qaynaq xətlərinin qarşısını almağa və ya azaltmağa kömək edə bilər.
- Yanıq izləri:Yanıq izləri materialın həddindən artıq istiləşməsi və ya həddindən artıq istiləşməsi nəticəsində qəliblənmiş hissənin səthindəki rəng dəyişikliyi və ya qara ləkələrdir. Həddindən artıq ərimə temperaturundan qaçınmaq, müvafiq soyutma kanallarından istifadə etmək və dövriyyə müddətini optimallaşdırmaq yanıq izlərinin qarşısını almağa kömək edə bilər. Adekvat havalandırma, düzgün qapı dizaynı və kalıbın temperaturuna nəzarət də yanıq izlərini minimuma endirməyə kömək edir.
Qəlibdən sonrakı əməliyyatlar: bitirmə və montaj
Enjeksiyon qəlibindən sonra bir çox qəliblənmiş hissələr istənilən son məhsulu əldə etmək üçün əlavə bitirmə və montaj əməliyyatlarını tələb edə bilər. Bu qəlibdən sonrakı əməliyyatlara aşağıdakılar daxil ola bilər:
- Kəsmə:Hər hansı artıq materialı çıxarın və ya kəsmə və ya kəsici alətlərdən istifadə edərək qəliblənmiş hissənin ətrafında parıldayın.
- Surface Müalicə:Boya, örtük və ya tekstura kimi müxtəlif üsullardan istifadə edərək hissə səthinin görünüşünü və ya funksionallığını artırmaq.
- Assembly:Son məhsulu tamamlamaq üçün çoxlu qəliblənmiş hissələrin birləşdirilməsi və ya bərkidicilər, əlavələr və ya etiketlər kimi komponentlərin əlavə edilməsi.
- Test:Ölçü təhlili, material xüsusiyyətlərinin yoxlanılması və ya performans testi kimi müxtəlif sınaq üsulları vasitəsilə hissənin keyfiyyətinin və funksionallığının yoxlanılması.
- Qablaşdırma və göndərmə:Müştərilərə və ya son istifadəçilərə göndərilmək üçün hazır məhsulun düzgün qablaşdırılması və etiketlənməsi.
Qəlibdən sonrakı əməliyyatların seçimi xüsusi tətbiqdən və arzu olunan son məhsul xüsusiyyətlərindən asılıdır. İstənilən mütləq məhsul keyfiyyətinə və funksionallığına nail olmaq üçün enjeksiyon tökmə mütəxəssisləri, bitirmə və montaj mütəxəssisləri və müştəri arasında sıx əməkdaşlıq çox vacibdir. Düzgün planlaşdırma və qəlibdən sonrakı əməliyyatların istehsal prosesinə inteqrasiyası səmərəli istehsalı və yüksək keyfiyyətli məhsulların vaxtında çatdırılmasını təmin edə bilər.
Injection Fording vs. Digər Plastik İstehsal Prosesləri
Hər bir plastik istehsal prosesinin üstünlükləri və məhdudiyyətləri var ki, bu da onları müxtəlif tətbiqlər üçün uyğun edir.
- Enjeksiyon Kalıplama: Enjeksiyon qəlibləmə plastik hissələrin istehsalı üçün çox yönlü və geniş istifadə olunan istehsal prosesidir. O, yüksək istehsal səmərəliliyi, hissələrin dəqiq təkrarlanması və mürəkkəb həndəsələr yaratmaq imkanı kimi üstünlüklər təklif edir. Enjeksiyon qəlibləmə yüksək həcmli istehsal işləri üçün uyğundur və geniş çeşiddə termoplastik materialların istifadəsinə imkan verir. Mükəmməl ölçü dəqiqliyi və səthi bitirmə təklif edir ki, bu da onu avtomobil, istehlak malları və tibbi cihazlar kimi müxtəlif sənayelər üçün ideal edir.
- Üfləmə: Üfləmə üsulu, əsasən şüşələr, qablar və avtomobil komponentləri kimi içi boş plastik hissələrin istehsalı üçün istifadə olunan bir prosesdir. Bu, plastiğin əridilməsi və onu qəlib boşluğuna şişirdərək istənilən formanı yaratmaqdan ibarətdir. Üfləmə qəlibləmə yüksək həcmli istehsal üçün uyğundur və vahid divar qalınlığı olan böyük, yüngül hissələri istehsal edə bilər. Bununla belə, injection qəlibləmə ilə müqayisədə hissənin mürəkkəbliyi və material seçimi baxımından məhduddur.
- Termoformasiya:Termoformasiya, termoplastik təbəqəni qızdırmaq və qəliblər və ya vakuum formalaşdırmaqla formalaşdırmaqla plastik hissələrin istehsalı üçün istifadə olunan bir prosesdir. Qablaşdırmada, birdəfəlik istifadə olunan məhsullarda və qablar və örtüklər kimi geniş miqyaslı məhsullarda ümumi istifadəni tapır. Termoformasiya böyük hissələr üçün sərfəli istehsal təklif edir və tez prototipləşdirməyə imkan verir. Bununla belə, injection qəlibləmə ilə müqayisədə hissənin mürəkkəbliyi, material seçimi və ölçü dəqiqliyi ilə bağlı məhdudiyyətlərə malikdir.
- Ekstrüzyon:Ekstruziya plastik profillər, təbəqələr, borular və filmlər istehsal etmək üçün davamlı bir prosesdir. Bu, plastik qatranı əritmək və istədiyiniz formanı yaratmaq üçün onu bir kalıp vasitəsilə məcbur etməkdən ibarətdir. Ekstruziya ardıcıl kəsiyi olan uzun, davamlı uzunluqlu plastik məhsulların istehsalı üçün uyğundur. Ekstruziya yüksək istehsal dərəcələri və iqtisadi səmərəlilik təklif etsə də, injection qəlibləmə ilə müqayisədə mürəkkəb hissə həndəsələri və dəqiq ölçü nəzarəti baxımından məhduddur.
- Sıxılma qəlibi:Sıxılma ilə qəlibləmə əvvəlcədən ölçülmüş miqdarda termoset materialının qızdırılan qəlib boşluğuna yerləşdirilməsini və bərkiənə qədər yüksək təzyiq altında sıxılmasını nəzərdə tutur. O, avtomobil komponentləri və elektrik izolyasiyası kimi yüksək möhkəmliyə və ölçü sabitliyinə malik hissələrin istehsalında ümumi istifadəni tapır. Sıxılma ilə qəlibləmə yaxşı hissə ardıcıllığı, yüksək istehsal səmərəliliyi və geniş çeşidli materiallardan istifadə etmək imkanı təklif edir. Bununla belə, injection qəlibləmə ilə müqayisədə hissənin mürəkkəbliyi və dövriyyə müddəti baxımından məhduddur.
Termoplastik enjeksiyon qəliblərinin tətbiqləri
Müxtəlif sənayelər çox yönlü, səmərəli və iqtisadi cəhətdən səmərəliliyinə görə termoplastik inyeksiya qəliblərindən geniş istifadə edirlər. Termoplastik enjeksiyon qəliblərinin bəzi tətbiqləri bunlardır:
- Avtomobil Sənayesi: Avtomobil sənayesi daxili və xarici bəzəklər, panellər, qapı panelləri, bamperlər və elektrik birləşdiriciləri daxil olmaqla müxtəlif komponentlərin istehsalı üçün termoplastik inyeksiya qəlibindən geniş istifadə edir. Bu proses dəqiq hissələrin təkrarlanmasına, mürəkkəb həndəsələrə və yüngül materiallara imkan verir, yanacaq səmərəliliyini və dizayn çevikliyini artırır.
- İstehlak malları:Enjeksiyon qəlibləri məişət texnikası, elektron cihazlar, qablaşdırma qabları və oyuncaqlar kimi istehlak mallarının istehsalında geniş tətbiqləri tapır. Proses davamlı ölçülərə və səthi bitirməyə malik yüksək keyfiyyətli məhsulların kütləvi istehsalına imkan verir. O, həmçinin fərdiləşdirmə seçimlərinə və məhsulun sürətli təkrarlanmasına imkan verir.
- Tibbi avadanlıqlar:Enjeksiyon qəlibləmə tibb sənayesində şprislər, cərrahi alətlər, implantasiya edilə bilən komponentlər və dərman daşıma sistemləri daxil olmaqla geniş çeşiddə cihazların istehsalı üçün mühüm rol oynayır. Bu proses səhiyyə sektorunun ciddi tənzimləyici tələblərinə cavab verən steril, dəqiq və biouyğun hissələrin istehsalını təmin edir.
- Elektronika və Elektrik Sənayesi:Elektronika sənayesi elektrik birləşdiriciləri, korpuslar, açarlar və digər komponentlər istehsal etmək üçün enjeksiyon qəlibindən istifadə edir. Proses yüksək ölçülü dəqiqlik, mükəmməl səth bitirmə və mürəkkəb elektron birləşmələrin səmərəli istehsalına imkan verən insert qəlibləmə və aşırı qəlibləmə kimi xüsusiyyətləri özündə birləşdirmək imkanı təklif edir.
- Qablaşdırma Sənayesi:Qida və içki, əczaçılıq və fərdi qulluq daxil olmaqla müxtəlif sənayelər plastik qablaşdırma qabları, qapaqlar, qapaqlar və butulkaların istehsalı üçün adətən inyeksiya qəlibindən istifadə edirlər. Bu proses səmərəli istehsal dövrləri ilə yüngül, davamlı və estetik cəhətdən cəlbedici qablaşdırma həlləri yaratmağa imkan verir.
- Aerokosmik Sənaye:Aerokosmik sektorda hava kanalları, mötərizələr, daxili panellər və struktur hissələri kimi yüngül və yüksək performanslı komponentlərin istehsalı üçün enjeksiyon qəlibindən istifadə edir. Proses çəki azaldılmasına və yanacaq səmərəliliyinin yüksəldilməsinə töhfə verən qabaqcıl materiallardan və mürəkkəb hissə həndəsələrindən istifadə etməyə imkan verir.
Termoplastik enjeksiyon qəlibinin ətraf mühitə təsiri
Termoplastik injection qəlibləmə, bir çox faydalarına görə məşhur istehsal prosesidir, lakin onun ətraf mühitə təsirini də nəzərə almaq vacibdir. Burada nəzərə alınmalı bəzi məqamlar var:
- Materialın səmərəliliyi:Termoplastik enjeksiyon qəlibləri tullantıları minimuma endirməklə materialın səmərəliliyini artırır. Proses qəlibə vurulan materialın miqdarına dəqiq nəzarətdən istifadə edir və artıq materiala olan ehtiyacı azaldır. İstehsalçılar, həmçinin material tullantılarını daha da azaldaraq, qırıntıları və ya rədd edilmiş hissələri təkrar istifadə etmək üçün yenidən üyütmə və təkrar emal üsullarından istifadə edə bilərlər.
- Enerji istehlakı:İstehsalçılar, servo mühərriklər və dəyişən sürət ötürücüləri kimi qabaqcıl texnologiyaları özündə birləşdirən müasir modellərlə enerjiyə qənaət edən inyeksiya qəlibləmə maşınlarını dizayn edirlər. Bu xüsusiyyətlər qəlibləmə zamanı enerji istehlakını azaltmaqla enerji istifadəsini optimallaşdırır, nəticədə daha az enerji tələb olunur və ətraf mühitə təsir azalır.
- Tullantıların idarə olunması:Material tullantılarını minimuma endirməklə yanaşı, istehsalçılar qalıq materialları, çubuqları və ya qaçışları idarə etmək üçün müvafiq tullantıların idarə edilməsi təcrübələrini tətbiq etməlidirlər. İstehsalçılar injection qəlibləmə zamanı yaranan plastik tullantıların toplanması və təkrar istifadəsi üçün təkrar emal proqramları yarada bilər və bununla da poliqonlara göndərilən tullantıları azalda bilər.
- Emissiyanın azaldılması: Termoplastik enjeksiyon qəlibləri ümumiyyətlə digər istehsal proseslərinə nisbətən daha az emissiya yaradır. İstehsalçılar ekoloji cəhətdən təmiz materiallardan istifadə etməklə, enerjiyə qənaət edən avadanlığı tətbiq etməklə və buraxılan hər hansı tullantıları tutmaq üçün qabaqcıl egzoz və filtrasiya sistemlərindən istifadə etməklə emissiyaları azalda bilər.
- Davamlı Material Seçimləri:Termoplastik materialların seçimi enjeksiyon qəliblərinin ekoloji davamlılığına əhəmiyyətli dərəcədə təsir göstərə bilər. Bioloji parçalana bilən və ya bioloji əsaslı plastiklərin, eləcə də təkrar emal edilən və ya təkrar emal edilə bilən materialların seçilməsi prosesin ümumi ekoloji izlərini azaltmağa kömək edə bilər.
Həyat Dövrü Mülahizələri: Kalıplanmış məhsulun bütün həyat dövrünü nəzərə almaq onun ətraf mühitə təsirini qiymətləndirmək üçün vacibdir. Dizayn və material seçimi mərhələlərində istehsalçılar hissənin davamlılığı, onun təkrar emal oluna bilməsi və istifadə müddəti bitmiş utilizasiya və ya təkrar istifadə potensialı kimi amilləri nəzərə almalıdırlar.

Termoplastik enjeksiyon qəliblərinin gələcəyi
Texnologiyada davamlı irəliləyişlər və müxtəlif sənaye sahələrində yüksək keyfiyyətli, dəqiq hissələrə artan tələbatla termoplastik inyeksiya qəliblərinin gələcəyi ümidverici görünür. Növbəti illərdə gözlənilən əsas inkişaflardan bəziləri bunlardır:
- Səmərəliliyi artırmaq və xərcləri azaltmaq üçün avtomatlaşdırma və robot texnikasından istifadənin artması.
- Səylər hissələrin performansını yaxşılaşdırmaq və yeni tətbiqləri təmin etmək üçün yeni materialların və proseslərin hazırlanmasına yönəldilmişdir.
- Bu, enjeksiyon qəliblərinin ətraf mühitə təsirini azaltmaq üçün təkrar emal edilmiş materiallardan istifadə və enerji istehlakının optimallaşdırılması kimi davamlı təcrübələrin getdikcə mənimsənilməsidir.
- Dizayn və istehsal proseslərini təkmilləşdirmək üçün 3D çap və simulyasiya proqramı kimi rəqəmsal texnologiyaların daha geniş inteqrasiyası.
Qlobal enjeksiyon qəlibləri bazarı, xüsusən də inkişaf etməkdə olan iqtisadiyyatlarda müxtəlif sənayelərdə plastik məhsullara artan tələbatla genişlənir.
Doğru Injection Forma Partnerinin Seçilməsi
Doğru enjeksiyon qəlibi tərəfdaşının seçilməsi layihənizin uğuru üçün çox vacibdir. Uyğun və uzunmüddətli tərəfdaşlığı təmin etmək üçün bir çox variantları qiymətləndirmək, sayta səfərlər etmək və hərtərəfli müzakirələrdə iştirak etmək üçün vaxt ayırın.
- Təcrübə və Təcrübə:Sənayedə geniş biliyə və təcrübəyə malik injection qəlibləmə tərəfdaşı axtarın. Onlar müxtəlif sektorlardakı müştərilərə yüksək keyfiyyətli məhsullar və həllər təqdim etmək üzrə sübut edilmiş təcrübəyə malik olmalıdırlar. Onların müxtəlif materiallar, qəlib dizaynları və istehsal prosesləri haqqında anlayışlarını nəzərdən keçirin.
- İstehsal imkanları: Enjeksiyon tökmə tərəfdaşının istehsal imkanlarını qiymətləndirin. Layihə tələblərinizi yerinə yetirmək üçün onların müasir texnika və texnologiyalarla yaxşı təchiz olunmuş obyektinə malik olduğundan əmin olun. Onların istehsal gücünü, müxtəlif hissələrin ölçüləri və mürəkkəbliklərini idarə etmək qabiliyyətini və istədiyiniz istehsal həcmini və vaxt qrafiklərini qarşılamaq qabiliyyətini nəzərə alın.
- Keyfiyyət təminatı:Enjeksiyon qəlibində keyfiyyət əsasdır. Potensial tərəfdaşın keyfiyyətə nəzarət sistemlərini və sertifikatlarını qiymətləndirin. Ciddi keyfiyyət standartlarına əməl edən, möhkəm yoxlama proseslərinə malik olan və hissələrin keyfiyyətini və ardıcıllığını təmin etmək üçün hərtərəfli sınaqdan keçirən tərəfdaşlar axtarın.
- Dizayn və Mühəndislik Dəstəyi:Etibarlı injection tökmə tərəfdaşı, istehsal qabiliyyətinə görə hissə dizaynınızı optimallaşdırmaq üçün dizayn və mühəndislik dəstəyi təklif etməlidir. Onların hissələrin keyfiyyətini və səmərəliliyini artırmaq üçün material seçimi, qəlib dizaynı və prosesin optimallaşdırılması ilə bağlı dəyərli məlumat verə bilən ixtisaslı mühəndislər olmalıdır.
- Xərclərin rəqabət qabiliyyəti:Xərc yeganə müəyyən edən amil olmamalı olsa da, inyeksiya partnyorunun qiymət və maya dəyərinin rəqabət qabiliyyətini qiymətləndirmək vacibdir. Ətraflı təkliflər tələb edin və alət xərclərini, material xərclərini, əmək xərclərini və onların təqdim etdiyi hər hansı əlavə xidmətləri nəzərdən keçirin.
- Ünsiyyət və əməkdaşlıq:Effektiv ünsiyyət və əməkdaşlıq uğurlu tərəfdaşlıq üçün vacibdir. Enjeksiyon tökmə tərəfdaşının yaxşı ünsiyyət kanallarına malik olduğundan, sorğularınıza cavab verdiyindən və müntəzəm layihə yeniləmələrini təmin edə biləcəyindən əmin olun. Birgə yanaşma tələblərinizə cavab verməyimizə və istənilən problemi dərhal həll etməyimizə kömək edəcək.
- Müştəri Referansları və Rəyləri:Müştəri arayışlarını axtarın və ya digər müştərilərin injection tökmə partnyoru ilə təcrübələri haqqında fikir əldə etmək üçün rəyləri/reportajları oxuyun. Bu məlumatın əldə edilməsi onların etibarlılığını, operativliyini və müştəri məmnunluğunun ümumi səviyyəsini müəyyən etməyə kömək edə bilər.
Nəticə
Termoplastik injection qəlibləmə böyük miqdarda plastik hissələrin istehsalı üçün çox yönlü və qənaətcil bir üsuldur. Onun yüksək dəqiqlik və ardıcıllıqla mürəkkəb formalar istehsal etmək qabiliyyəti müxtəlif sənaye sahələri, o cümlədən avtomobil, tibb, elektronika və istehlak malları üçün məşhur seçimə çevrilib. Termoplastik enjeksiyon qəlibinin müxtəlif aspektlərini, o cümlədən üstünlükləri, çatışmazlıqları və dizayn mülahizələrini başa düşərək, biznes ehtiyaclarınız üçün düzgün inyeksiya partnyorunu seçməklə bağlı məlumatlı qərarlar qəbul edə bilərsiniz.
