

Termoplastično brizganje
Termoplastično brizganje je popularan proizvodni proces koji se koristi za izradu različitih plastičnih dijelova za više industrija. Ovaj proces uključuje topljenje plastičnih peleta i njihovo ubrizgavanje u kalup kako bi se dobio trodimenzionalni oblik. Termoplastično brizganje je visoko efikasno i isplativo za proizvodnju velikih količina visokokvalitetnih plastičnih dijelova sa malim tolerancijama. Ovaj sveobuhvatni vodič će istražiti različite aspekte termoplastičnog brizganja, uključujući njegove prednosti i nedostatke, vrste termoplasta koji se koriste, proces brizganja, razmatranja dizajna i još mnogo toga.
Istorija termoplastičnog brizganja
Istorija brizganja termoplasta obuhvata više od jednog veka tehnološkog napretka, razvoja materijala i industrijske primene. Od svojih skromnih početaka kao procesa oblikovanja celuloida do današnje sofisticirane tehnologije, brizganje i dalje predstavlja vitalnu proizvodnu tehniku, pokreće inovacije i oblikuje različite industrije.
- Rani razvoji:John Wesley Hyatt i njegov brat Isaiah razvili su prvu praktičnu mašinu za brizganje, prateći porijeklo termoplastičnog brizganja do kasnog 19. stoljeća. Godine 1872. patentirali su uređaj koji je koristio klip za ubrizgavanje celuloida u šupljinu kalupa, stvarajući čvrste objekte. Ovaj proboj je postavio temelje za moderan proces brizganja.
- Napredak u materijalima:Početkom 20. stoljeća, uvođenje novih sintetičkih polimera otvorilo je nove mogućnosti za brizganje. Bakelit, fenolna smola, postao je popularan materijal za oblikovanje zbog svojih odličnih električnih izolacijskih svojstava. Tokom 1930-ih i 1940-ih, napredak u hemiji polimera doveo je do razvoja drugih termoplasta, kao što su polistiren i polietilen, što je dodatno proširilo raspon materijala pogodnih za brizganje.
- Industrijsko usvajanje: Široko usvajanje termoplastičnog brizganja počelo je 1950-ih kada su proizvođači prepoznali njegovu isplativost i svestranost. Uvođenje mašina pod visokim pritiskom omogućilo je kraće vreme ciklusa i povećanje obima proizvodnje. Kao rezultat toga, nastao je raznolik izbor proizvoda za ličnu i industrijsku upotrebu. To su uključivale komponente automobila, kućne aparate i igračke.
- tehnološke inovacije:Tokom decenija, tehnologija brizganja je nastavila da se razvija. Šezdesetih godina prošlog veka pojavile su se kompjuterski kontrolisane mašine koje su omogućavale preciznu kontrolu nad procesom oblikovanja. Uvođenje sistema sa vrućim klizačima 1960-ih smanjilo je otpad i poboljšalo efikasnost eliminacijom potrebe za klizačima i vodovima. Posljednjih godina, napredak automatizacije, robotike i 1980D printanja dodatno je revolucionirao industriju brizganja, omogućavajući složene dizajne i skraćujući vrijeme proizvodnje.
- Održivost i recikliranje:Uz rastuću zabrinutost za okoliš, industrija brizganja je prihvatila mjere održivosti. Proizvođači su razvili termoplastiku na biološkoj bazi i recikliranu termoplastiku, smanjujući oslanjanje na materijale na bazi fosilnih goriva. Osim toga, poboljšane tehnologije recikliranja omogućile su ponovnu obradu post-potrošačkog i postindustrijskog otpada, minimizirajući utjecaj termoplastičnog brizganja na okoliš.
- Budući izgledi:Budućnost termoplastičnog brizganja izgleda obećavajuće. Industrija istražuje inovacije kao što su mikrobrizganje za minijaturne komponente, višematerijalne tehnike i tehnike prelijevanja za složene dijelove, te integriranje inteligentnih tehnologija za praćenje i optimizaciju procesa. Nadalje, istraživači očekuju napredak u biorazgradivim materijalima i proizvodnji aditiva koji će revolucionirati polje, čineći brizganje još održivijim i svestranijim.
Prednosti termoplastičnog brizganja
Termoplastično brizganje nudi brojne prednosti za proizvođače. Pruža fleksibilnost dizajna, omogućavajući složene i zamršene dizajne sa različitim karakteristikama. Proces je isplativ, smanjuje materijalni otpad i smanjuje jedinične troškove. Termoplastično brizganje podržava više materijala, pružajući svestranost za različite primjene.
- Fleksibilnost dizajna:Termoplastično brizganje omogućava zamršene i složene dizajne sa karakteristikama kao što su podrezi, tanki zidovi i različite debljine, pružajući dizajnerima ogromnu slobodu.
- Efikasnost troškova: Proces je visoko efikasan, smanjuje materijalni otpad i smanjuje jedinične troškove. Istovremeno oblikovanje više dijelova i brzi proizvodni ciklusi doprinose uštedi troškova.
- Svestranost materijala: Termoplastično brizganje podržava širok spektar materijala, omogućavajući proizvođačima da odaberu najprikladniju opciju za svaku primjenu, uključujući krute ili fleksibilne, prozirne ili neprozirne i kemijski otporne materijale.
- Snaga i izdržljivost:Injekcioni termoplasti mogu pokazati odlična mehanička svojstva, kao što su visoka čvrstoća, žilavost i otpornost na udar. Opcije pojačanja, poput staklenih ili karbonskih vlakana, dodatno poboljšavaju ova svojstva.
- Konzistentnost i kvalitet:Injekciono prešanje osigurava dosljedan kvalitet od dijela do dijela i točnost dimenzija, dajući čvrste tolerancije i pouzdane proizvode. Proces takođe obezbeđuje glatku i ujednačenu završnu obradu površine, eliminišući potrebu za dodatnim operacijama završne obrade.
- Skalabilnost i masovna proizvodnja:Injekciono prešanje je skalabilno od malih do velikih količina, što ga čini pogodnim za masovnu proizvodnju. Kada proizvođači kreiraju kalup, mogu proizvesti velike količine identičnih dijelova s minimalnim varijacijama.
- Integracija i sklapanje:Dijelovi brizgani mogu uključiti više komponenti u jedan komad, smanjujući potrebu za dodatnim procesima montaže. Ova integracija poboljšava performanse proizvoda, smanjuje vrijeme montaže i smanjuje troškove.
- Održivost:Industrija brizganja pokazuje sve veći fokus na održivost. Dostupnost bio-baziranih i recikliranih materijala omogućava proizvodnju ekološki prihvatljivih proizvoda. Efikasna upotreba materijala i mogućnost recikliranja termoplasta doprinose ekološkijem proizvodnom procesu.
Ove prednosti su ga učinile široko prihvaćenom metodom proizvodnje u različitim industrijama, pružajući visokokvalitetna, isplativa i ekološki prihvatljiva rješenja za složene zahtjeve proizvoda.
Nedostaci termoplastičnog brizganja
Dok termoplastično brizganje nudi brojne prednosti, postoji i nekoliko nedostataka. Proizvođači moraju pažljivo procijeniti ove faktore i odmjeriti ih u odnosu na prednosti kako bi utvrdili prikladnost termoplastičnog brizganja za njihove specifične primjene.
- Visoka početna investicija: Postavljanje operacije brizganja termoplasta zahtijeva značajna početna ulaganja u dizajn kalupa i proizvodnju i kupovinu specijaliziranih strojeva. Troškovi povezani sa stvaranjem kalupa i alata mogu biti značajni, posebno za složene i zamršene dizajne.
- Ograničenja dizajna: Dok termoplastično brizganje nudi fleksibilnost dizajna, postoje određena ograničenja. Na primjer, postizanje ujednačene debljine zida u cijelom dijelu može biti izazovno, što dovodi do varijacija u distribuciji materijala i potencijalnih strukturalnih slabosti. Osim toga, prisustvo podrezivanja ili složene geometrije može zahtijevati korištenje dodatnih karakteristika kalupa ili sekundarnih operacija, povećavajući troškove i vrijeme proizvodnje.
- Dugačka vremena:Proces dizajniranja i proizvodnje kalupa za brizganje može biti dugotrajan, što dovodi do dužih vremena za razvoj proizvoda. Proces iteracije dizajna, proizvodnja kalupa i testiranje mogu dodati značajno vrijeme ukupnom vremenskom okviru proizvodnje, što možda nije prikladno za projekte sa kratkim rokovima.
- Ograničenja odabira materijala:Iako termoplastično brizganje podržava širok raspon materijala, postoje određena ograničenja i ograničenja. Neki materijali mogu imati specifične zahtjeve obrade ili ograničenu dostupnost, što utiče na izbor dizajna i odabir materijala za određenu primjenu.
- Ograničenja veličine dijela:Mašine za brizganje imaju ograničenja u veličini, kako u pogledu fizičke veličine uređaja tako i veličine kalupa u koje se mogu smjestiti. Proizvodnja velikih dijelova može zahtijevati specijaliziranu opremu ili alternativne metode proizvodnje.
- Uticaj na okoliš:Dok industrija radi na održivosti, proces brizganja termoplasta još uvijek stvara otpadni materijal, uključujući ostatke i lijevi. Pravilno odlaganje i recikliranje ovih materijala su neophodni da bi se smanjio uticaj na životnu sredinu.
- Složenost optimizacije procesa:Postizanje optimalnih parametara procesa za termoplastično brizganje može biti složeno i dugotrajno. Proizvođači moraju pažljivo kontrolirati i optimizirati temperaturu, tlak, brzinu hlađenja i vrijeme ciklusa kako bi osigurali dosljedan kvalitet dijelova i minimizirali defekte.
Vrste termoplasta koje se koriste u brizganju
Ovo je samo nekoliko primjera termoplasta koji se obično koristi u brizganju. Svaki materijal ima jedinstvena svojstva, što ga čini pogodnim za specifične primjene na osnovu čvrstoće, fleksibilnosti, hemijske otpornosti, transparentnosti i cijene. Proizvođači bi trebali uzeti u obzir ova svojstva i zahtjeve prilikom odabira odgovarajućeg termoplasta za svoje projekte brizganja.
- polipropilen (PP):Polipropilen je svestrani termoplast koji se obično koristi u brizganju. Nudi odličnu hemijsku otpornost, nisku gustinu i dobru otpornost na udar. PP (polipropilen) ima široku primjenu u ambalaži, automobilskim komponentama, kućanskim aparatima i medicinskim uređajima.
- polietilen (PE):Polietilen je još jedan termoplast koji se široko koristi u brizganju. Dostupan je u različitim oblicima, kao što su polietilen visoke gustine (HDPE) i polietilen niske gustine (LDPE). PE nudi dobru hemijsku otpornost, žilavost i fleksibilnost, što ga čini pogodnim za boce, kontejnere i cijevi.
- polistiren (PS):Polistiren je svestrani termoplast poznat po svojoj jasnoći, krutosti i pristupačnosti. Uobičajeno se koristi u ambalaži, robi široke potrošnje i proizvodima za jednokratnu upotrebu. PS (polistiren) omogućava brzu obradu i pruža dobru dimenzionalnu stabilnost, ali može biti krhak i podložan pucanju pod stresom iz okoline.
- Akrilonitril Butadien Stiren (ABS): ABS je popularna termoplastika poznata po odličnoj otpornosti na udarce i izdržljivosti. Kombinira svojstva akrilonitrila, butadiena i stirena kako bi stvorio svestrani materijal pogodan za automobilske dijelove, elektronička kućišta i igračke.
- polivinil hlorid (PVC): PVC je široko rasprostranjena termoplastika poznata po odličnoj hemijskoj otpornosti, izdržljivosti i niskoj ceni. Može biti krut ili fleksibilan ovisno o formulaciji i korištenim aditivima. PVC (polivinil hlorid) nalazi se uobičajeno u građevinarstvu, električnoj izolaciji, zdravstvenim proizvodima i ambalaži.
- Polikarbonat (PC): Polikarbonat je prozirna termoplastika sa izuzetnim udarcem i visokom otpornošću na toplotu. Uobičajeno se koristi u aplikacijama koje zahtijevaju optičku jasnoću, kao što su automobilske komponente, zaštitne kacige i elektronski displeji.
- Najlon (poliamid):Najlon je jak i izdržljiv termoplast poznat po svojim odličnim mehaničkim svojstvima i hemijskoj otpornosti. Uobičajeno se koristi u aplikacijama koje zahtijevaju veliku čvrstoću, kao što su automobilski dijelovi, industrijske komponente i roba široke potrošnje.
- Polietilen tereftalat (PET):PET je popularan termoplast za proizvodnju boca, kontejnera i materijala za pakovanje. Nudi dobru bistrinu, hemijsku otpornost i svojstva barijere, što ga čini pogodnim za primenu u hrani i piću.

Svojstva termoplasta koji se koriste u brizganju
Ova svojstva termoplasta igraju ključnu ulogu u određivanju njihove prikladnosti za specifične primjene ubrizgavanja. Proizvođači moraju pažljivo razmotriti ova svojstva i odabrati odgovarajući termoplast na osnovu željenih performansi, uslova okoline i zahtjeva troškova.
- Mehanička svojstva:Termoplasti koji se koriste u brizganju mogu pokazati različita mehanička svojstva, uključujući vlačnu čvrstoću, otpornost na udar i čvrstoću na savijanje. Ova svojstva određuju sposobnost materijala da izdrži primijenjene sile i njegovu ukupnu izdržljivost u različitim primjenama.
- Hemijska otpornost:Mnogi termoplasti koji se koriste u brizganju poseduju izuzetnu otpornost na hemikalije, rastvarače i ulja. Ovo svojstvo je ključno za aplikacije koje uključuju izloženost teškim okruženjima ili korozivnim supstancama.
- Termička stabilnost:Termička stabilnost termoplasta odnosi se na njihovu sposobnost da izdrže povišene temperature bez značajne degradacije. Neki termoplasti pokazuju odličnu otpornost na toplinu, što im omogućava da zadrže svoja mehanička svojstva čak i pri visokim temperaturama.
- Električna svojstva:Termoplasti koji se koriste u brizganju mogu imati specifična električna svojstva, uključujući električnu izolaciju, provodljivost ili dielektričnu čvrstoću. Ova svojstva su bitna za primjenu u električnoj i elektronskoj industriji, gdje materijali moraju pružiti pouzdane električne performanse.
- Transparentnost i jasnoća:Određeni termoplasti, kao što su polikarbonat i PET, nude odličnu transparentnost i jasnoću, što ih čini pogodnim za aplikacije koje zahtijevaju optička svojstva. Proizvođači obično koriste ove materijale u proizvodima kao što su prozirni prozori, leće i displeji.
- Fleksibilnost i čvrstina: Fleksibilnost i žilavost su bitna svojstva termoplasta koji se koriste u aplikacijama koje zahtijevaju otpornost na udar i izdržljivost. Neki termoplasti, kao što su ABS i najlon, nude odličnu žilavost, omogućavajući im da izdrže ponovljene udare bez lomljenja.
- Dimenzijska stabilnost:Dimenzijska stabilnost odnosi se na sposobnost termoplasta da održi svoj oblik i veličinu u različitim uvjetima, uključujući promjene temperature. Materijali sa dobrom stabilnošću dimenzija osiguravaju konzistentne dimenzije dijela, minimizirajući rizik od savijanja ili izobličenja.
- Hemijska kompatibilnost:Hemijska kompatibilnost termoplasta odnosi se na njihovu sposobnost da se odupru razgradnji ili interakciji sa različitim hemikalijama, uključujući kiseline, baze i rastvarače. Kako bi se osigurale optimalne performanse, odabir termoplasta koji može izdržati specifično kemijsko okruženje na koji će se susresti u predviđenoj primjeni je bitan.
- Gustoća: Termoplasti imaju različite debljine, što može utjecati na njihovu težinu i ukupna svojstva dijelova. Materijali male gustine, kao što je polietilen, nude lagana rešenja, dok materijali visoke gustine, kao što je polipropilen, daju dodatnu snagu i krutost.
Proces brizganja: korak po korak
Proces brizganja slijedi ove korake, omogućavajući efikasnu i preciznu proizvodnju visokokvalitetnih termoplastičnih dijelova. Svaki korak zahtijeva pažljivu kontrolu i praćenje kako bi se osigurale konzistentne dimenzije dijelova, svojstva materijala i ukupni kvalitet.
- Dizajn i izrada kalupa: Prvi korak u procesu brizganja je dizajn i izrada kalupa. Proizvođači moraju kreirati precizan i detaljan dizajn kalupa kako bi postigli željene specifikacije dijelova. Proizvođači zatim proizvode kalup koristeći različite tehnike, kao što je CNC ili obrada s električnim pražnjenjem (EDM).
- Priprema materijala: Sljedeći korak je priprema kada je kalup spreman. Termoplastične pelete ili granule se biraju na osnovu željenih svojstava materijala i tope u rezervoaru. Operateri zatim ubacuju materijal u cijev mašine za brizganje, gdje se podvrgava topljenju i homogenizaciji.
- Injekcija:Tokom faze ubrizgavanja, operateri ubrizgavaju rastopljeni termoplast u šupljinu kalupa pod visokim pritiskom. Jedinica za ubrizgavanje mašine gura rastopljeni materijal kroz mlaznicu u kalup. Materijal ispunjava šupljinu kalupa, uzimajući oblik željenog dijela.
- Hlađenje i učvršćivanje:Nakon punjenja kalupa, operateri puštaju rastopljenu plastiku da se ohladi i učvrsti. Hlađenje je ključno za postizanje dimenzionalne stabilnosti i pravilnog formiranja dijelova. Operateri mogu da kontrolišu proces hlađenja cirkulišući rashladnu tečnost kroz kanale unutar kalupa ili korišćenjem ploča za hlađenje.
- Otvaranje i izbacivanje kalupa:Operateri otvaraju kalup i izbacuju dio iz šupljine kalupa kada se plastika stvrdne. Sistem za izbacivanje unutar mašine koristi igle, ploče za izbacivanje ili zračne mlaznice za uklanjanje područja iz kalupa. Kalup je tada spreman za sljedeći ciklus ubrizgavanja.
- Naknadnu obradu: Nakon izbacivanja, dio se može podvrgnuti operacijama naknadne obrade, kao što su obrezivanje, uklanjanje ivica ili dorada površine. Ovi koraci pomažu u uklanjanju viška materijala, glatku grubih ivica i poboljšanju konačnog izgleda dijela.
- Inspekcija kvaliteta: Završni korak uključuje provjeru kvaliteta ubrizganih dijelova i osiguravanje da ispunjavaju specificirane zahtjeve. Različite tehnike kontrole kvaliteta, uključujući mjerenje dimenzija, vizualnu inspekciju i funkcionalno testiranje, mogu se koristiti za provjeru kvaliteta i integriteta dijela.
- Reciklaža i ponovna upotreba materijala:Svaki višak ili otpadni materijal koji nastane tokom brizganja može se reciklirati i ponovo koristiti. Smanjenje upotrebe novog termoplastičnog materijala pomaže u smanjenju otpada i poboljšanju održivosti.
Oprema koja se koristi u brizganju
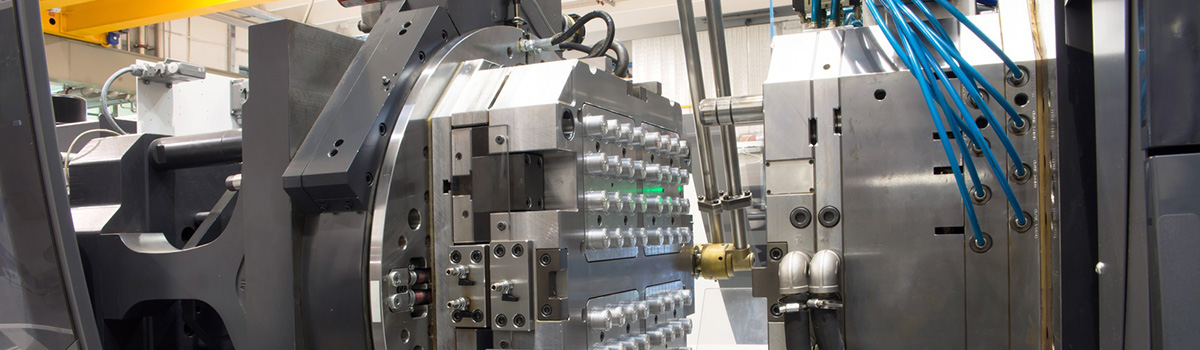
Ove komponente opreme olakšavaju proces brizganja, od topljenja i ubrizgavanja termoplastičnog materijala do oblikovanja, hlađenja i izbacivanja završnog dijela. Pravilan rad i održavanje ovih komponenti opreme ključni su za postizanje efikasne, visokokvalitetne proizvodnje brizganja.
- Mašina za brizganje:Primarna oprema u brizganju je odgovorna za topljenje termoplastičnog materijala, njegovo ubrizgavanje u kalup i kontrolu procesa.
- Mould: Kalup, posebno dizajniran da stvori željeni oblik i karakteristike plastičnog dijela, sastoji se od dvije polovine, šupljine i jezgre. Operateri ga montiraju na steznu jedinicu mašine za brizganje.
- Rezervoar:Kontejner koji drži termoplastični materijal u obliku peleta ili granula i ubacuje ga u cijev mašine za brizganje radi topljenja i injektiranja.
- Cijev i vijak: Cilindar, cilindrična komora, topi i homogenizira termoplastični materijal dok se vijak rotira unutar njega kako bi se otopio, miješao i standardizirao materijal.
- Sistemi grijanja i hlađenja:Mašine za brizganje imaju grijaće elemente, kao što su električni grijači ili grijači koji koriste vruće ulje, za podizanje temperature bureta, i sisteme za hlađenje, kao što je cirkulacija vode ili ulja, za hlađenje kalupa i učvršćivanje plastičnog dijela.
- Sistem za izbacivanje:Uklanja oblikovani dio iz šupljine kalupa nakon stvrdnjavanja, obično koristeći igle za izbacivanje, ploče ili zračne udare tokom otvaranja kalupa.
- Kontrolni sistem:Nadgleda i kontroliše različite parametre procesa brizganja, omogućavajući operaterima da podese i podese parametre kao što su brzina ubrizgavanja, temperatura, pritisak i vreme hlađenja.
Mašine za brizganje: vrste i karakteristike
Svaki tip mašine za brizganje ima svoje karakteristike i prednosti, omogućavajući proizvođačima da izaberu najprikladniji uređaj za svoje specifične proizvodne zahteve.
- Hidraulične mašine za brizganje: Ove mašine koriste hidraulične sisteme za stvaranje potrebnog pritiska za ubrizgavanje rastopljene plastike u kalup. Poznati su po svojoj visokoj sili stezanja, preciznoj kontroli i svestranosti u rukovanju raznim termoplastima. Hidraulične mašine su pogodne za proizvodnju velikih razmera i mogu da prihvate složene kalupe.
- Električne mašine za brizganje:Električne mašine koriste električne servo motore za rad mašine, uključujući sisteme ubrizgavanja, stezanja i izbacivanja. Nude preciznu kontrolu, energetsku efikasnost i brže vreme odziva od hidrauličnih mašina. Električne mašine su idealne za aplikacije preciznog oblikovanja koje zahtevaju visoku ponovljivost i tačnost.
- Hibridne mašine za brizganje:Hibridne mašine kombinuju prednosti i hidrauličnih i električnih uređaja. Koriste kombinaciju hidrauličnih i električnih servo sistema za postizanje visoke preciznosti, energetske efikasnosti i ekonomičnosti. Hibridne mašine su pogodne za širok spektar primena, obezbeđujući ravnotežu između performansi i operativnih troškova.
- Mašine za brizganje s dvije ploče: Mašine sa dve ploče imaju jedinstven dizajn sa dve odvojene ploče za stezanje kalupa. Ovaj dizajn pruža poboljšanu stabilnost, poboljšanu sinhronizaciju kalupa i omogućava veće veličine kalupa i veće sile stezanja. Mašine s dvije ploče su pogodne za velike i složene dijelove koji zahtijevaju precizno oblikovanje.
- Višekomponentne mašine za brizganje:Proizvođači dizajniraju ove strojeve za proizvodnju dijelova s više materijala ili boja u jednom ciklusu oblikovanja. Imaju različite jedinice za ubrizgavanje i kalupe, što omogućava istovremeno ubrizgavanje različitih materijala. Višekomponentne mašine nude fleksibilnost i efikasnost u proizvodnji složenih delova sa različitim karakteristikama.
- Mašine za mikrobrizganje:Posebno dizajnirane za proizvodnju malih i preciznih dijelova, mašine za mikrobrizganje nude nevjerovatno visoku preciznost i tačnost. Mogu proizvesti složene detalje sa malim tolerancijama i minimalnim gubitkom materijala. Elektronika, medicinski uređaji i mikrooptika obično koriste mašine za mikrobrizganje.
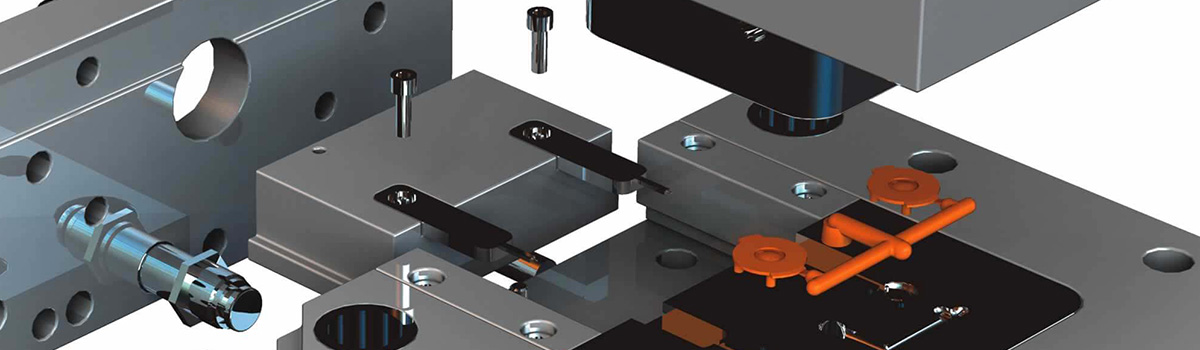
Razmatranje dizajna kalupa za injekcijsko prešanje
Pažljivo razmatranje dizajna kalupa ključno je za uspješnu proizvodnju brizganjem.
- Dizajn dijela:Dizajn kalupa treba da odgovara specifičnim zahtjevima dijela, uključujući njegov oblik, dimenzije i funkcionalne karakteristike. Proizvođači bi trebali pravilno uzeti u obzir uglove promaja, debljinu zida, podreze i sve potrebne elemente kako bi osigurali lakoću izbacivanja i kvalitet dijelova.
- Materijal kalupa: Odabir materijala kalupa je ključan za postizanje trajnosti, stabilnosti dimenzija i otpornosti na toplinu. Uobičajeni materijali kalupa uključuju legure čelika, legure aluminija i alatne čelike. Izbor materijala ovisi o faktorima kao što su obim proizvodnje, složenost dijela i očekivani vijek trajanja alata.
- Sistem hlađenja:Efikasno hlađenje je ključno za pravilno očvršćavanje dijelova i minimiziranje vremena ciklusa. Dizajn kalupa treba da sadrži kanale za hlađenje ili strateški pozicionirane umetke kako bi se osiguralo jednolično hlađenje kalupa. Pravilno hlađenje smanjuje rizik od savijanja, skupljanja i oštećenja dijelova.
- Odzračivanje:Neophodno je adekvatno odzračivanje kako bi se omogućio izlazak vazduha i gasova tokom procesa ubrizgavanja. Nedovoljno odzračivanje može dovesti do zahvata plina, tragova opekotina ili nepotpunog punjenja dijelova. Proizvođači mogu postići odzračivanje ugradnjom žljebova za ventilaciju, klinova ili drugih mehanizama u dizajn kalupa.
- Sistem za izbacivanje:Dizajn kalupa treba da uključuje efikasan sistem za izbacivanje za bezbedno i efikasno uklanjanje oblikovanog dela iz šupljine kalupa. Sistem za izbacivanje može se sastojati od klinova za izbacivanje, čahure ili drugih mehanizama, strateški pozicioniranih kako bi se izbjeglo smetnje u funkciji ili kritičnim karakteristikama.
- Dizajn kapije:Kapija je mjesto gdje rastopljena plastika ulazi u šupljinu kalupa. Dizajn kapije treba da obezbedi pravilno punjenje delova, minimizira protočne linije i spreči prevremeno smrzavanje materijala. Standardni dizajn kapija uključuje ivične kapije, tunelske kapije i sisteme vrućih kliznika, ovisno o zahtjevima dijelova i svojstvima materijala.
- linija rastanka:Dizajn kalupa treba da definiše odgovarajuću liniju razdvajanja, a to je linija na kojoj se spajaju dve polovine kalupa. Pravilno postavljanje linije za odvajanje osigurava minimalnu neusklađenost bljeska i linije odvajanja i olakšava efikasnu montažu kalupa.
- Održavanje kalupa i mogućnost servisiranja: Proizvođači bi trebali uzeti u obzir jednostavnost održavanja, popravke i servisiranja kalupa. Komponente kalupa trebaju biti lako dostupne za čišćenje, pregled i zamjenu. Uključivanje funkcija kao što su umetci za brzo mijenjanje ili modularni dizajn kalupa može poboljšati mogućnost servisiranja kalupa.
Materijali za kalupe koji se koriste u brizganju
Suradnja sa stručnjacima za materijale za kalupe i razmatranje specifičnih potreba primjene kalupa može pomoći u određivanju najprikladnijeg materijala za postizanje optimalnih performansi kalupa i kvaliteta dijelova.
- čelične legure: Legure čelika, kao što su alatni čelici (npr. P20, H13) i nehrđajući čelici, obično se koriste za kalupe za brizganje zbog svoje odlične izdržljivosti, otpornosti na toplinu i otpornosti na habanje. Ovi materijali mogu izdržati visoke temperature i pritiske u procesu brizganja i nude dobru stabilnost dimenzija za proizvodnju visokokvalitetnih dijelova.
- legure aluminijuma:Legure aluminijuma, kao što su 7075 i 6061, su lagane i nude dobru toplotnu provodljivost, što ih čini pogodnim za kalupe koji zahtevaju efikasno hlađenje. Proizvođači često koriste aluminijske kalupe za izradu prototipa, proizvodnju male količine ili aplikacije gdje je smanjenje težine kritično. Međutim, aluminijski kalupi mogu imati manju izdržljivost u odnosu na čelične legure.
- legure bakra:Legure bakra, kao što je berilijum bakar, pokazuju visoku toplotnu provodljivost i dobru obradivost. Primjenjuju se u kalupima koji zahtijevaju odličan prijenos topline za efikasno hlađenje. Legure bakra mogu pomoći u smanjenju vremena ciklusa tako što brzo odvode toplinu iz oblikovanog dijela, što rezultira bržim skrućivanjem.
- Čelici za alate:Alatni čelici, uključujući H13, S7 i D2, dizajnirani su za primjenu alata visokih performansi. Ovi čelici nude kombinaciju visoke čvrstoće, tvrdoće i otpornosti na habanje. Čelici za alate odgovaraju kalupima s velikim obimom proizvodnje, abrazivnim materijalima ili zahtjevnim uvjetima oblikovanja.
- Legure nikla:Legure nikla, kao što su Inconel i Hastelloy, poznate su po svojoj izuzetnoj otpornosti na koroziju, čvrstoći na visokim temperaturama i termičkoj stabilnosti. Proizvođači koriste ove legure u kalupima koji rukuju korozivnim materijalima ili zahtijevaju otpornost na ekstremne temperature i agresivna okruženja za kalupljenje.
- kompozitni materijali:Kompozitni materijali, kao što su ojačana plastika ili kompoziti s metalnim umetcima, povremeno se koriste za specifične primjene oblikovanja. Ovi materijali nude balans svojstava, kao što su visoka čvrstoća, termička stabilnost i smanjena težina. Kompozitni kalupi mogu biti isplativa alternativa za specifične zahtjeve proizvodnje.
Vrste kalupa za injektiranje
Injekciono prešanje je svestran i široko korišten proizvodni proces za plastične dijelove.
- Kalup sa dve ploče:Kalup sa dve ploče je najčešći tip kalupa za injektiranje. Sastoji se od dvije ploče, šupljine i ploče jezgra, koje se razdvajaju kako bi se omogućilo izbacivanje oblikovanog dijela. Ploča sa šupljinom sadrži stranu šupljine kalupa, dok ploča s jezgrom sadrži stranu jezgra. Proizvođači koriste kalupe s dvije ploče za proizvodnju širokog spektra dijelova zbog njihovog relativno jednostavnog dizajna.
- Kalup sa tri ploče:Kalup sa tri ploče je napredna verzija kalupa sa dve ploče. Sadrži dodatnu ploču, klizaču ili ploču s ulicom. Ploča vodilice stvara odvojeni kanal za izljev, vodilice i kapije, omogućavajući lakše uklanjanje profilisanog dijela. Proizvođači obično koriste kalupe sa tri ploče za detalje sa složenim sistemima zatvaranja ili kada je poželjno izbjegavanje ostatka kapije na komadu.
- Hot Runner kalup:Sistem klizača i kapije se zagreva u kalupima za vruće vode, eliminišući potrebu za skrućivanjem i ponovnim topljenjem materijala tokom svakog ciklusa. Sistem vrućih kliznika sastoji se od grijanih razdjelnika i mlaznica koje održavaju rastopljeno stanje plastike. Kalupi s vrućim klizačima nude prednosti kao što su skraćeno vrijeme ciklusa, manji otpad materijala i poboljšan kvalitet dijelova minimiziranjem ostataka vrata.
- Kalup za hladne vode: Kalupi za hladne vode imaju tradicionalni sistem kliznika i kapija u kojima rastopljena plastika teče kroz hladne vode koje se učvršćuju sa svakim ciklusom. Operateri naknadno uklanjaju očvrsnule vode, što dovodi do otpada materijala. Proizvođači obično koriste složene kalupe za klizanje za proizvodnju manje količine ili kada su materijalni troškovi manje kritični zbog njihovog jednostavnijeg dizajna.
- Umetni kalup:Kalupi za umetanje sadrže metalne ili plastične umetke u šupljinu kalupa tokom brizganja. Umetci se mogu prethodno postaviti u kalup ili umetnuti automatiziranim procesima. Ovaj kalup omogućava integraciju dodatnih komponenti ili elemenata za pojačanje u profilirani dio, poboljšavajući njegovu funkcionalnost ili snagu.
- Overmold: Prelijevanje uključuje oblikovanje jednog materijala preko drugog, obično spajanje krute plastične podloge s mekšim elastomerom ili termoplastom. Ovaj proces omogućava stvaranje dijelova s više materijala ili tekstura u jednom kalupu, pružajući poboljšano prianjanje, amortizaciju ili estetske karakteristike.
Faktori koji utječu na troškove brizganja
Uzimanje u obzir ovih faktora može pomoći proizvođačima da procijene i optimiziraju troškove brizganja, osiguravajući ravnotežu između kvaliteta, efikasnosti i isplativosti za njihove specifične proizvodne zahtjeve.
- Kompleksnost dijela:Složenost dizajna dijela igra značajnu ulogu u određivanju cijene brizganja. Zamršene geometrije, podrezi, tanki zidovi ili složene karakteristike mogu zahtijevati dodatni alat, specijalizirane kalupe ili duže cikluse, povećavajući ukupne troškove proizvodnje.
- Izbor materijala:Izbor termoplastičnog materijala utječe na cijenu brizganja. Različiti materijali imaju različite cijene po kilogramu, a faktori kao što su dostupnost materijala, svojstva i zahtjevi obrade mogu utjecati na ukupnu cijenu materijala.
- Dizajn alata i kalupa: Početni troškovi alata i dizajna kalupa su značajni u troškovima brizganja. Faktori kao što su složenost kalupa, broj šupljina, veličina kalupa i materijal kalupa doprinose troškovima alata i proizvodnje kalupa. Složeniji kalupi ili kalupi koji zahtijevaju napredne funkcije mogu povećati investiciju unaprijed.
- Obim proizvodnje: Obim proizvodnje direktno utiče na cenu po delu u brizganju. Veće knjige često rezultiraju ekonomijom obima, smanjujući cijenu po dijelu. Suprotno tome, male količine proizvodnje mogu zahtijevati veće troškove zbog postavljanja, alata i otpada materijala.
- Vreme ciklusa: Vrijeme ciklusa, koje uključuje faze hlađenja i izbacivanja, utiče na kapacitet proizvodnje i ukupne troškove. Duže vrijeme ciklusa rezultira smanjenjem proizvodnje i potencijalno višim cijenama. Optimizacija dizajna kalupa, sistema hlađenja i parametara procesa može minimizirati vrijeme ciklusa i poboljšati efikasnost.
- Zahtjevi za kvalitet:Strogi zahtjevi za kvalitetom ili specifični certifikati mogu utjecati na cijenu brizganja. Ispunjavanje tačnih tolerancija, zahtjeva za završnom obradom površine ili dodatna testiranja mogu zahtijevati druge resurse, procese ili inspekcije, povećavajući ukupne troškove.
- Sekundarne operacije:Ako oblikovani dijelovi zahtijevaju operacije naknadne obrade kao što su montaža, farbanje ili dodatni koraci završne obrade, ove operacije mogu povećati ukupnu cijenu brizganja.
- Dobavljač i lokacija:Izbor dobavljača za brizganje i njihova lokacija mogu utjecati na troškove. Troškovi rada, režijski troškovi, logistika i transportni troškovi variraju u zavisnosti od lokacije dobavljača, utičući na ukupne troškove proizvodnje.

Kontrola kvaliteta u brizganju
Implementacija robusnih mjera kontrole kvaliteta kroz proces brizganja pomaže u identifikaciji i adresiranju potencijalnih nedostataka, odstupanja ili nedosljednosti, osiguravajući proizvodnju visokokvalitetnih dijelova koji zadovoljavaju specifikacije i zahtjeve kupaca.
- Praćenje procesa: Kontinuirano praćenje ključnih parametara procesa, kao što su temperatura taline, pritisak injektiranja, vrijeme hlađenja i vrijeme ciklusa, osigurava konzistentnost i ponovljivost u proizvodnji dijelova. Praćenje u realnom vremenu i automatizovani sistemi mogu otkriti varijacije ili odstupanja od postavljenih parametara, omogućavajući pravovremeno prilagođavanje i održavanje stabilnosti procesa.
- Pregled i mjerenje:Redovni pregled i mjerenje oblikovanih dijelova su od suštinskog značaja za provjeru tačnosti dimenzija, kvaliteta dijelova i pridržavanja specifikacija. Naše usluge pokrivaju niz metoda kontrole kvaliteta, kao što su mjerenje dimenzija, analiza kvaliteta površine, provođenje vizualnih inspekcija i izvođenje funkcionalnih testova. Za tačnu procjenu koriste se različite tehnike inspekcije, kao što su mašine za koordinatno mjerenje (CMM) i optički i vizuelni sistemi inspekcije.
- Statistička kontrola procesa (SPC): SPC uključuje prikupljanje i analizu podataka procesa za praćenje i kontrolu kvaliteta brizganja. Statističke metode, kao što su kontrolne karte i analiza sposobnosti procesa, pomažu u identifikaciji trendova, otkrivanju varijacija procesa i osiguravaju da proces ostane unutar definisanih kontrolnih granica. SPC omogućava proaktivnu identifikaciju problema i olakšava optimizaciju procesa.
- Ispitivanje materijala: Ispitivanje sirovina, kao što su termoplasti, aditivi i bojila, osigurava njihovu kvalitetu i pogodnost za brizganje. Ispitivanje materijala može uključivati analizu indeksa tečenja taline (MFI), mehanička svojstva, termičke karakteristike i sastav materijala. Provjera kvaliteta materijala pomaže u sprječavanju nedostataka i nedosljednosti u oblikovanim dijelovima.
- Održavanje i pregled alata:Pravilno održavanje i redovna kontrola kalupa za brizganje su ključni za osiguranje kvaliteta brizganja. Redovno čišćenje, podmazivanje i procjena komponenti kalupa pomažu u sprječavanju habanja, oštećenja ili propadanja koji bi mogli utjecati na kvalitetu dijelova. Pravovremena popravka ili zamjena istrošenih ili oštećenih komponenti kalupa je od suštinskog značaja za održavanje dosljednih performansi kalupa.
- Dokumentacija i sljedivost:Održavanje sveobuhvatne dokumentacije i zapisa o sljedivosti je od suštinskog značaja za kontrolu kvaliteta u brizganju. Od vitalnog je značaja zabilježiti parametre procesa, rezultate inspekcije, informacije o materijalu i sve promjene ili prilagodbe napravljene tokom proizvodnje. Pravilna dokumentacija omogućava sljedivost dijelova, olakšava analizu uzroka i osigurava dosljednost u kvaliteti.
- Obuka i razvoj vještina: Pružanje adekvatne obuke i programa razvoja vještina za operatere, tehničare i osoblje za kontrolu kvaliteta poboljšava njihovo razumijevanje procesa brizganja, zahtjeva za kvalitetom i tehnika inspekcije. Dobro obučeno osoblje može otkriti nedostatke, otkloniti probleme i efikasno implementirati korektivne mjere, osiguravajući visokokvalitetnu proizvodnju.
Uobičajeni defekti ubrizgavanja i kako ih izbjeći
Redovna inspekcija, praćenje i analiza procesa brizganja i pravilno održavanje i prilagođavanje opreme i kalupa mogu pomoći u identifikaciji i otklanjanju ovih uobičajenih nedostataka.
- Oznake umivaonika:Tragovi umivaonika su udubljenja ili udubljenja na površini oblikovanog dijela uzrokovana neravnomjernim hlađenjem ili skupljanjem. Treba razmotriti pravilnu lokaciju i dizajn kapije, optimalan dizajn sistema hlađenja i ujednačenu distribuciju debljine zida kako bi se izbjegle tragove sudopera. Povećanje pritiska ubrizgavanja ili podešavanje vremena hlađenja takođe može pomoći da se minimiziraju tragovi sudopera.
- Warpage:Iskrivljenje se odnosi na deformaciju ili savijanje oblikovanog dijela nakon izbacivanja zbog neravnomjernog hlađenja ili zaostalih naprezanja. Održavanje ujednačene debljine stijenke, korištenje odgovarajućih kanala za hlađenje i osiguranje uravnoteženog punjenja i pakiranja kalupa su ključni za sprječavanje savijanja. Optimiziranje temperature kalupa, korištenje odgovarajućih uglova propuha i kontrola temperature materijala i brzine ubrizgavanja može pomoći u smanjenju savijanja.
- Flash:Bljesak se javlja kada višak materijala teče u liniju odvajanja kalupa, što rezultira tankim, neželjenim izbočinama ili dodatnim materijalom na završnom dijelu. Može se efikasno spriječiti bljesak osiguravanjem pravilnog dizajna kalupa, uključujući primjenu adekvatne sile stezanja, precizno poravnanje i korištenje odgovarajućih tehnika ventilacije. Optimizacija parametara procesa kao što su pritisak ubrizgavanja, temperatura i vrijeme ciklusa smanjuje bljesak.
- Kratak udarac:Brzi udar se događa kada ubrizgani materijal ne ispuni šupljinu kalupa, što rezultira nekompletnim dijelom. Pravilan odabir materijala, osiguravanje adekvatne temperature i viskoznosti taline, te održavanje odgovarajućeg tlaka i vremena ubrizgavanja su neophodni kako bi se izbjegle kratke fotografije. Osim toga, provjera dizajna kalupa za dovoljnu veličinu vodilice i kapije i pravilno odzračivanje može pomoći u sprječavanju brzih udaraca.
- Linije zavarivanja:Linije zavarivanja nastaju kada se dva ili više frontova toka rastopljenog materijala sretnu i stvrdnu, što rezultira vidljivom linijom ili oznakom na površini dijela. Dobar dizajn kapije i vodilice, optimalna temperatura topljenja, brzina ubrizgavanja i podešavanje protoka materijala i geometrije dijela mogu minimizirati linije zavarivanja. Analiza protoka kalupa i optimizacija postavljanja vrata također mogu pomoći u sprječavanju ili ublažavanju linija zavara.
- Oznake opekotina:Oznake opekotina su promjene boje ili crne mrlje na površini oblikovanog dijela uzrokovane prekomjernom toplinom ili pregrijavanjem materijala. Izbjegavanje ekstremne temperature topljenja, korištenje odgovarajućih kanala za hlađenje i optimizacija vremena ciklusa mogu pomoći u sprječavanju tragova opekotina. Adekvatna ventilacija, pravilan dizajn kapije i kontrola temperature kalupa također doprinose minimiziranju tragova opekotina.
Operacije nakon oblikovanja: dorada i montaža
Nakon brizganja, mnogi oblikovani dijelovi mogu zahtijevati dodatne operacije dorade i montaže kako bi se postigao željeni konačni proizvod. Ove operacije nakon oblikovanja mogu uključivati:
- Obrezivanje:Uklonite sav višak materijala ili bljesak oko oblikovanog dijela pomoću alata za obrezivanje ili rezanje.
- Obrada:Poboljšanje izgleda ili funkcionalnosti površine dijela korištenjem različitih tehnika kao što su farbanje, premazivanje ili teksturiranje.
- Skupština:Spajanje više oblikovanih dijelova ili dodavanje komponenti kao što su zatvarači, umetci ili naljepnice za završetak konačnog proizvoda.
- Testiranje:Provera kvaliteta i funkcionalnosti delova kroz različite metode ispitivanja kao što su analiza dimenzija, ispitivanje svojstava materijala ili testiranje performansi.
- Pakovanje i isporuka:Pravilno pakovanje i označavanje gotovog proizvoda za otpremu kupcima ili krajnjim korisnicima.
Odabir postupaka naknadnog oblikovanja ovisi o specifičnoj primjeni i željenim karakteristikama konačnog proizvoda. Bliska suradnja između stručnjaka za brizganje, specijalista za završnu obradu i montažu i kupca je ključna za postizanje željenog apsolutnog kvaliteta i funkcionalnosti proizvoda. Pravilno planiranje i integracija operacija nakon oblikovanja u proizvodni proces može pomoći u osiguravanju efikasne proizvodnje i pravovremene isporuke visokokvalitetnih proizvoda.
Injekciono prešanje naspram drugih procesa proizvodnje plastike
Svaki proces proizvodnje plastike ima prednosti i ograničenja, što ih čini pogodnim za različite primjene.
- Injekciono prešanje: Injekciono prešanje je vrlo svestran i široko korišten proizvodni proces za proizvodnju plastičnih dijelova. Nudi prednosti kao što su visoka efikasnost proizvodnje, precizna replikacija dijelova i mogućnost stvaranja složenih geometrija. Injekciono prešanje je pogodno za proizvodnju velikih količina i omogućava upotrebu širokog spektra termoplastičnih materijala. Nudi odličnu točnost dimenzija i završnu obradu, što ga čini idealnim za različite industrije kao što su automobilska, potrošačka roba i medicinski uređaji.
- Puhanje: Puhanje je proces koji se prvenstveno koristi za proizvodnju šupljih plastičnih dijelova, kao što su boce, kontejneri i automobilske komponente. To uključuje topljenje plastike i njeno naduvavanje u šupljinu kalupa, stvarajući željeni oblik. Puhanje je pogodno za proizvodnju velikih količina i može proizvesti velike, lagane dijelove s ujednačenom debljinom stijenke. Međutim, ograničeno je u smislu složenosti dijelova i odabira materijala u usporedbi s brizganjem.
- Termoformiranje:Termoformiranje je proces koji se koristi za proizvodnju plastičnih dijelova zagrijavanjem termoplastične ploče i oblikovanjem pomoću kalupa ili vakuumskog oblikovanja. Uobičajeno se koristi u ambalaži, proizvodima za jednokratnu upotrebu i velikim proizvodima kao što su ladice i poklopci. Termoformiranje nudi isplativu proizvodnju za velike dijelove i omogućava brzu izradu prototipa. Međutim, ima ograničenja u pogledu složenosti dijelova, odabira materijala i preciznosti dimenzija u poređenju sa brizganjem.
- Ekstruzija:Ekstruzija je kontinuirani proces za proizvodnju plastičnih profila, listova, cijevi i filmova. Uključuje topljenje plastične smole i probijanje kroz matricu kako bi se stvorio željeni oblik. Ekstruzija je pogodna za proizvodnju dugih, kontinuiranih dužina plastičnih proizvoda sa konzistentnim poprečnim presjekom. Dok ekstruzija nudi visoke stope proizvodnje i isplativost, ograničena je u smislu složene geometrije dijelova i precizne kontrole dimenzija u usporedbi s brizganjem.
- Kompresijsko oblikovanje:Kompresijsko oblikovanje uključuje stavljanje unaprijed izmjerene količine termoreaktivnog materijala u zagrijanu šupljinu kalupa i sabijanje pod visokim pritiskom dok se ne očvrsne. Uobičajeno se koristi u proizvodnji dijelova visoke čvrstoće i stabilnosti dimenzija, kao što su automobilske komponente i električna izolacija. Kompresijsko oblikovanje nudi dobru konzistentnost dijelova, visoku efikasnost proizvodnje i mogućnost korištenja širokog spektra materijala. Međutim, ograničeno je u smislu složenosti dijela i vremena ciklusa u poređenju sa brizganjem.
Primjena termoplastičnog brizganja
Različite industrije široko koriste termoplastično brizganje zbog njegove svestranosti, efikasnosti i isplativosti. Neke od primjena termoplastičnog brizganja uključuju:
- Automobilska industrija: Automobilska industrija naširoko koristi termoplastično brizganje za proizvodnju različitih komponenti, uključujući unutrašnje i vanjske obloge, kontrolne ploče, ploče vrata, branike i električne konektore. Proces omogućava preciznu replikaciju dijelova, složene geometrije i lagane materijale, poboljšavajući efikasnost goriva i fleksibilnost dizajna.
- roba široke potrošnje:Injekciono prešanje pronalazi široku primjenu u proizvodnji robe široke potrošnje kao što su kućanski aparati, elektronički uređaji, ambalažni kontejneri i igračke. Proces omogućava masovnu proizvodnju trajnih, visokokvalitetnih proizvoda s dosljednim dimenzijama i završnom obradom površine. Takođe omogućava opcije prilagođavanja i brze iteracije proizvoda.
- Medicinski uređaji:Injekciono brizganje igra ključnu ulogu u medicinskoj industriji za proizvodnju širokog spektra uređaja, uključujući špriceve, hirurške instrumente, implantabilne komponente i sisteme za isporuku lekova. Proces osigurava proizvodnju sterilnih, preciznih i biokompatibilnih dijelova koji ispunjavaju stroge regulatorne zahtjeve zdravstvenog sektora.
- Elektronika i elektroindustrija:Elektronička industrija koristi brizganje za proizvodnju električnih konektora, kućišta, prekidača i drugih komponenti. Proces nudi visoku dimenzionalnu tačnost, odličnu završnu obradu površine i mogućnost inkorporiranja karakteristika kao što su umetak i prelivanje, što omogućava efikasnu proizvodnju složenih elektronskih sklopova.
- Industrija pakovanja:Različite industrije, uključujući hranu i piće, farmaceutske proizvode i ličnu njegu, obično koriste injekcijsko prešanje za proizvodnju plastičnih kontejnera, čepova, zatvarača i boca. Proces omogućava stvaranje laganih, izdržljivih i estetski privlačnih rješenja za pakovanje s efikasnim proizvodnim ciklusima.
- Vazdušna industrija:Vazduhoplovstvo koristi brizganje za proizvodnju lakih komponenti visokih performansi kao što su vazdušni kanali, konzole, unutrašnje ploče i strukturni delovi. Proces omogućava korištenje naprednih materijala i složene geometrije dijelova, doprinoseći smanjenju težine i poboljšanoj efikasnosti goriva.
Utjecaj termoplastičnog brizganja na okoliš
Termoplastično brizganje je popularan proizvodni proces zbog brojnih prednosti, ali je također bitno uzeti u obzir njegov utjecaj na okoliš. Evo nekoliko tačaka koje treba uzeti u obzir:
- Efikasnost materijala:Termoplastično brizganje promoviše efikasnost materijala minimiziranjem otpada. Proces koristi preciznu kontrolu nad količinom materijala ubrizganog u kalup, smanjujući potrebu za viškom materijala. Proizvođači također mogu koristiti tehnike ponovnog mljevenja i recikliranja kako bi ponovo iskoristili otpad ili odbačene dijelove, dodatno smanjujući materijalni otpad.
- Potrošnja energije:Proizvođači dizajniraju mašine za brizganje tako da budu energetski efikasne, sa modernim modelima koji uključuju napredne tehnologije kao što su servo motori i pogoni sa promenljivom brzinom. Ove karakteristike optimiziraju potrošnju energije smanjujući potrošnju energije tokom oblikovanja, što rezultira manjim zahtjevima za energijom i smanjenim utjecajem na okoliš.
- Upravljanje otpadom:Dok minimiziraju materijalni otpad, proizvođači bi trebali implementirati odgovarajuće prakse upravljanja otpadom za rukovanje ostacima materijala, sprudovima ili vodilicama. Proizvođači mogu uspostaviti programe reciklaže za prikupljanje i ponovnu upotrebu plastičnog otpada koji nastaje tokom brizganja, čime se smanjuje otpad koji se šalje na deponije.
- Smanjenje emisije: Termoplastično brizganje općenito stvara niže emisije od ostalih proizvodnih procesa. Proizvođači mogu smanjiti emisije korištenjem ekološki prihvatljivih materijala, primjenom energetski efikasne opreme i korištenjem naprednih izduvnih i filtracijskih sistema kako bi uhvatili sve ispuštene emisije.
- Izbor održivog materijala:Odabir termoplastičnih materijala može značajno utjecati na ekološku održivost brizganja. Odabir biorazgradive plastike ili plastike na biološkoj bazi, kao i recikliranih ili reciklažnih materijala, može pomoći u smanjenju ukupnog ekološkog otiska procesa.
Razmatranja životnog ciklusa: Razmatranje cijelog životnog ciklusa oblikovanog proizvoda je od suštinskog značaja za procjenu njegovog uticaja na životnu sredinu. Tokom faza dizajna i odabira materijala, proizvođači bi trebali uzeti u obzir faktore kao što su trajnost dijela, mogućnost njegove reciklaže i potencijal za odlaganje ili ponovnu upotrebu na kraju životnog vijeka.

Budućnost termoplastičnog brizganja
Budućnost termoplastičnog brizganja izgleda obećavajuće, uz kontinuirani napredak u tehnologiji i povećanu potražnju za visokokvalitetnim, preciznim dijelovima u različitim industrijama. Neki od ključnih događaja koji se očekuju u narednim godinama uključuju:
- Povećana upotreba automatizacije i robotike za poboljšanje efikasnosti i smanjenje troškova.
- Napori su usmjereni na razvoj novih materijala i procesa kako bi se poboljšale performanse dijelova i omogućile nove primjene.
- To je sve veće usvajanje održivih praksi, kao što je korištenje recikliranih materijala i optimizacija potrošnje energije, kako bi se smanjio utjecaj brizganja na okoliš.
- Veća integracija digitalnih tehnologija, kao što su 3D štampanje i softver za simulaciju, za poboljšanje procesa dizajna i proizvodnje.
Globalno tržište brizganja se širi, posebno u ekonomijama u razvoju, potaknuto sve većom potražnjom za plastičnim proizvodima u različitim industrijama.
Odabir pravog partnera za injekcijsko prešanje
Odabir pravog partnera za brizganje je ključan za uspjeh vašeg projekta. Odvojite vrijeme da procijenite više opcija, obavite posjete lokacijama i uključite se u temeljne rasprave kako biste osigurali kompatibilno i dugotrajno partnerstvo.
- Stručnost i iskustvo:Potražite partnera za brizganje s velikim znanjem i iskustvom u industriji. Oni bi trebali imati dokazane rezultate u isporuci visokokvalitetnih proizvoda i rješenja klijentima u različitim sektorima. Razmotrite njihovo razumijevanje različitih materijala, dizajna kalupa i proizvodnih procesa.
- Proizvodne mogućnosti: Procijenite proizvodne mogućnosti partnera za brizganje. Pobrinite se da imaju dobro opremljen objekat sa modernim mašinama i tehnologijama koji će zadovoljiti zahtjeve vašeg projekta. Uzmite u obzir njihov proizvodni kapacitet, sposobnost rukovanja različitim veličinama i složenošću dijelova i sposobnost da ispune željene količine proizvodnje i rokove.
- Osiguranje kvaliteta:Kvalitet je najvažniji u brizganju. Procijenite sisteme kontrole kvaliteta i certifikate potencijalnog partnera. Potražite partnere koji prate stroge standarde kvaliteta, imaju robusne procese inspekcije i obavljaju sveobuhvatna ispitivanja kako bi osigurali kvalitet i konzistentnost dijelova.
- Dizajn i inženjerska podrška:Pouzdan partner za injekcijsko prešanje trebao bi ponuditi podršku u dizajnu i inženjeringu kako bi optimizirao dizajn vašeg dijela za proizvodnost. Trebali bi imati kvalifikovane inženjere koji mogu dati vrijedan doprinos u odabiru materijala, dizajnu kalupa i optimizaciji procesa kako bi poboljšali kvalitet i efikasnost dijelova.
- Troškovna konkurentnost:Iako trošak ne bi trebao biti jedini odlučujući faktor, bitno je ocijeniti cijenu i konkurentnost troškova partnera za brizganje. Zatražite detaljne ponude i razmotrite troškove alata, materijalne troškove, troškove rada i sve dodatne usluge koje pružaju.
- Komunikacija i saradnja:Efikasna komunikacija i saradnja su od suštinskog značaja za uspešno partnerstvo. Pobrinite se da partner za brizganje ima dobre komunikacijske kanale, da odgovara na vaše upite i da može pružiti redovna ažuriranja projekta. Zajednički pristup pomoći će nam da ispunimo vaše zahtjeve i brzo odgovorimo na sve izazove.
- Reference i recenzije kupaca:Potražite preporuke kupaca ili pročitajte recenzije/svjedočanstva kako biste stekli uvid u iskustva drugih klijenata s partnerom za brizganje. Dobijanje ovih informacija može pomoći u određivanju njihove pouzdanosti, ažurnosti i ukupnog nivoa zadovoljstva kupaca.
zaključak
Termoplastično brizganje je svestrana i isplativa metoda za proizvodnju plastičnih dijelova u velikim količinama. Njegova sposobnost da proizvodi složene oblike sa visokom preciznošću i konzistentnošću postala je popularan izbor za različite industrije, uključujući automobilsku, medicinsku, elektroniku i robu široke potrošnje. Razumijevanjem različitih aspekata termoplastičnog brizganja, uključujući njegove prednosti, nedostatke i razmatranja dizajna, možete donijeti informirane odluke o odabiru pravog partnera za brizganje za vaše poslovne potrebe.
